Editor's note: This is the fifth in a series of articles designed to address the fundamentals of adhesive and sealant formulation. See ASI January 2006 for the previous installment.
In an increasingly competitive marketplace, adhesive formulators are under constant pressure to find cost-effective solutions that meet both performance and environmental requirements for applications including pressure-sensitive adhesive (PSA) tapes and labels, protective tapes and films, contact adhesives, and sealants and coatings.
Resin dispersions are used with emulsion polymers to optimize peel, tack and shear performance in such applications.
This article will touch on the fundamentals of resin dispersions and detail what factors to consider when formulating an adhesive using resin dispersions to balance peel and tack with shear performance for PSA applications.
RESIN DISPERSION BASICS
A resin dispersion contains a low-molecular-weight tackifier resin dispersed in water with the aid of a surfactant. These tackifier resins include hydrocarbon resins or rosin ester resins. Hydrocarbon resins used to make dispersions include C5 resins based on piperylene, C5/C9 resins based on piperylene and aromatic feedstocks, or pure monomer resins (PMRs) based on styrene and styrene derivatives. Rosin esters are the end product of a reaction between rosin acid and a multifunctional alcohol. Rosin esters may be used alone or in a blend with hydrocarbon resins to make rosin ester dispersions.
The materials required to synthesize resin dispersions include the precursor resin, surfactant and water. Generally, the percent solids level of resin dispersions is between 50% and 58%. Optional additives include materials such as plasticizers, ion tolerance agents, antioxidants and biocides.
Particle size is a key factor in the overall performance of resin dispersions. Small particle size enhances dispersion performance by providing increased shelf life, improved mechanical stability, improved pumpability and easy filtration. Small particle size is also important in applications where clarity is crucial, such as in filmic labels. Particle size can be affected by the surfactant level. The resin particle size decreases with increasing surfactant level. Eastman Tacolyn resin dispersions feature an optimized balance between particle size and surfactant level.
In addition to optimizing peel and tack, resin dispersions can provide other key performance benefits. These include enhanced adhesion to low-energy and high-energy surfaces (i.e. polyolefin and glass surfaces), and increased performance at low or at higher temperatures. Waterborne resin dispersions have broad compatibility with latex polymers and are also environmentally friendly and FDA compliant for either indirect or direct food contact. These combined performance properties result in versatile and cost-effective adhesive formulations.
SELECTING THE RIGHT RESIN DISPERSION
Compatibility and Physical Properties
When selecting resin dispersions, formulators need to consider compatibility with emulsion polymers. When formulating with resin dispersions, the "like-dissolves-like" principle applies. For example, rosin ester dispersions, which are based on polar tackifier resins, are compatible with polar polymers such as acrylic emulsions.
Physical properties include the softening point, or glass-transition temperature (Tg), of the tackifier resin. In addition, low color and UV stability are critical physical properties for certain applications, such as clear filmic labels. Finally, depending on the adhesive application, other factors might include FDA compliance and environmental requirements.
Specific Applications
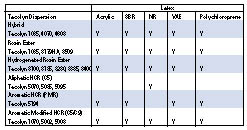
Depending on the application, there are specific types of resin dispersions to address nearly every need (see Table 1). For example, rosin ester dispersions provide a cost-effective solution for high-volume paper label applications. Aliphatic resin dispersions are ideal for applications using natural rubber latex because of their compatibility. For applications where clarity is critical, hydrogenated rosin esters and pure monomer aromatic resins are a good choice, due to their UV resistance. Hybrid resin dispersions improve peel and tack, and also provide good cohesive strength. And aromatic modified hydrocarbon resin dispersions offer outstanding cohesive strength and UV resistance.
RECOMMENDED RESINATION LEVELS
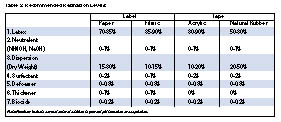
For label applications, the acrylic latex may be based on either butyl acrylate or 2-ethyl hexyl acrylate. For paper label applications, 15-30% resin dispersion on a dry weight basis is recommended, while 10-15% dispersion is recommended for filmic label applications (see Table 2). Waterborne tape formulations generally consist of either acrylic latex or natural rubber latex. For acrylic PSA tapes, 10-20% resin dispersion is recommended, while 20-50% dispersion is recommended for natural rubber formulations.
When formulating pressure-sensitive adhesives, raw materials must be added in the specific order shown in Table 2 to avoid grit formulation or coagulation. Depending on the performance requirements, it may also be necessary to post-add materials such as a surfactant, thickener, defoamer or biocide to optimize the adhesive formulation.
SPECIALTY DISPERSION APPLICATIONS
Resin dispersions are ideal for specialty adhesive applications such as waterborne contact adhesives, specialty tapes and protective films, and filmic labels. Eastman offers a family of Tacolyn resin dispersions to meet the specific requirements of these applications.
Waterborne Contact Adhesives
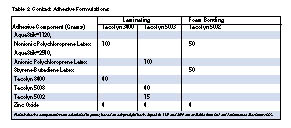
Waterborne contact adhesives are environmentally friendly, solvent-free and clean up easily with water. Contact adhesives are used for applications such as laminate bonding and foam bonding. Contact adhesive formulations generally contain either polychloroprene latex or styrene-butadiene latex (see Table 3).
Note: Substrates consisted of high pressure laminate bonded to particleboard. The adhesive was brush applied to both substrates. Approximate coating weight was 0.10 grams dry total per 2"x 2"bond area. Substrates were bonded using a laboratory laminator set at 30 psi and a roll speed of 3 ft/minute. Room temperature cleavage samples were tested in a 90° peel configuration using a tensile tester with a 20"min crosshead speed.
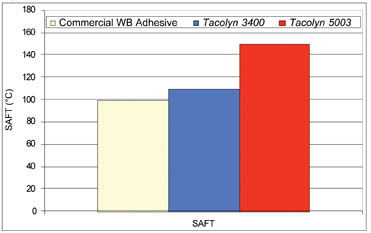
For high-pressure laminate/particleboard applications, Tacolyn 5003 offers excellent high-temperature performance and can be used as the sole tackifier.
Note: Substrates consisted of high pressure laminate bonded to particleboard. The adhesive was brush applied to both substrates. Approximate coating weight was 0.05 grams dry total per 1" x 1" bond area. Substrates were bonded using a laboratory laminator set at 30 psi and a 3 ft/minute roll speed. Shear adhesion was determined in accordance with test method PSTC-7
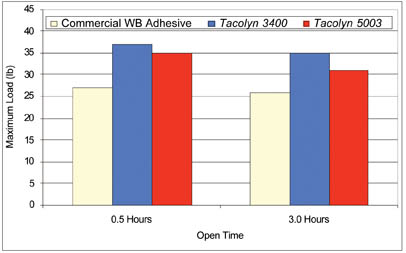
Tacolyn 3400 offers good temperature performance and a balance of peel and shear (see Figures 1-2). Maximum peel strength is achieved with short or long open times, allowing for versatility in bond assembly.
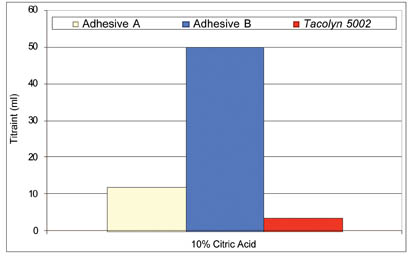
For foam bonding applications, the adhesive is spray-applied using a coagulating agent such as citric acid.
Note: Substrates consisted of polyurethane foam. Adhesives were lightly spray applied to both foam substrates.
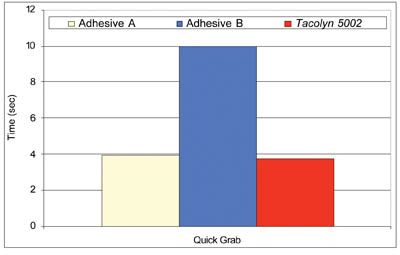
Tacolyn 5002 gives especially fast break performance as well as immediate contactibility (see Figures 3-4).

Note: Adhesives consisted of 100 parts tackifier resin (dry weight) and 100 parts natural rubber latex. Labels consisted of 25 g/m2 dry adhesive coated onto Mylar (PET) film. Dimensions for 178° shear test were 1" x 1" contact area with a 1kg weight. Shear adhesion was determined in accordance with test method PSTC-7. Test data was reported as an average five specimens.
Specialty Tapes and Protective Films
Aliphatic resin dispersions are ideal for applications that involve tackification of natural rubber latex for specialty tape and protective film applications. In particular, aliphatic resin dispersions have excellent compatibility and impart peel strength in small increments relative to resination level. Thus, a single resin dispersion may be used at various loadings to customize adhesives with various peel performance.
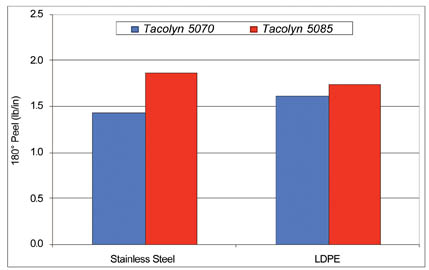
The use of Tacolyn 5070 in a natural rubber latex resulted in a residue-free adhesive with low shear strength, a desirable property in protective film applications (see Figure 5).
Note: Adhesives consisted of 100 parts tackifier resin (dry weight) and 100 parts natural rubber latex. Test laminates consisted of 25 g/m2 dry adhesive coated onto Mylar (PET) film. 180° peel adhesion was determined in accordance with test method PSTC-1 with a five-minute dwell time. All tests were performed @ 23°C, 50% relative humidity. Test data was reported as an average five specimen.
Used in natural rubber tape applications, Tacolyn 5085 offers a good balance of peel and tack coupled with high shear performance (see Figures 6-7).
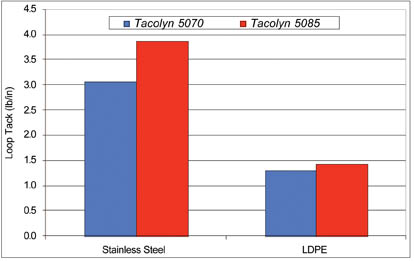
Note: Adhesives consisted of 100 parts tackifier resin (dry weight) and 100 parts natural rubber latex. Test laminates consisted of 25 g/m2 dry adhesive between Mylar (PET) film and siliconized release liner. Loop tack was determined in accordance with test method PSTC-16. All tests were performed at 23°C, 50% relative humidity. Test data was reported as an average five specimens.
As illustrated in Figure 8, there is a direct correlation between peel strength and resination level.
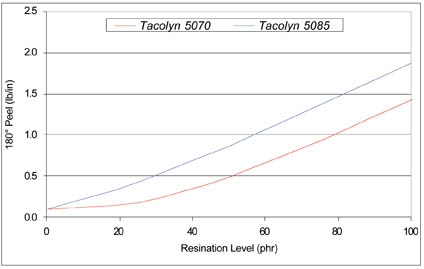
Note: Adhesives consisted of 100 parts tackifier resin (dry weight) and 100 parts natural rubber latex. Test laminates consisted of 25 g/m2 dry adhesive between Mylar (PET) film and siliconized release liner. 180° peel adhesion was determined in accordance with test method PSTC-1 with a five minute dwell time. All tests were performed at 23°C, 50% relative humidity. Test data was reported as an average five specimens.
Figure 8 also demonstrates that peel strength of natural rubber based adhesives is increased in small increments relative to the resination level. Thus, it is possible to use a single resin dispersion in a natural rubber latex system at different loadings to produce several adhesives with low, medium or high peel performance (see Figure 8).
Filmic Labels
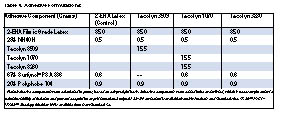
The need for environmentally friendly, waterborne PSAs continues to grow. Filmic label applications have shown significant growth. These demanding applications require PSAs that are non-water-whitening because clarity is crucial in filmic labels. Excellent adhesion to low- and high-energy substrates is also important in filmic label applications. A resin dispersion is generally added to a filmic latex at the 15% resination level, on a dry weight basis (see Table 4).
Note: Labels consisted of 21 g/m2 dry adhesive between 100 gauge corona treated oriented polypropylene and siliconized release liner. 180° peel adhesion was determined in accordance with test method PSTC-1 with a five minute dwell time. All tests were performed at 23°C, 50% relative humidity. Test data was reported as an average five specimens.
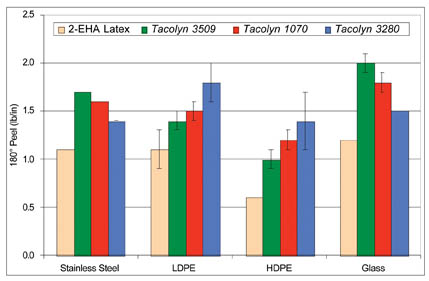
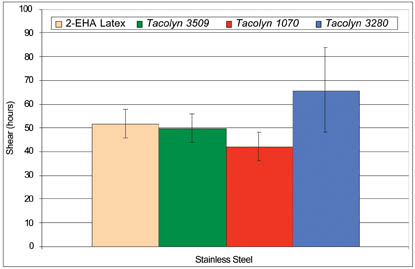
The incorporation of Tacolyn resin dispersions to a filmic latex improves peel adhesion to low- and high-energy substrates, while shear performance is maintained (see Figures 9-11).
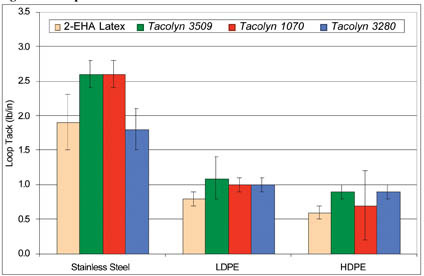
Note: Labels consisted of 21 g/m2 dry adhesive between 100 gauge corona treated oriented polypropylene and siliconized release liner. Loop tack was determined in accordance with test method PSTC-16. All tests were performed at 23°C, 50% relative humidity. Test data was reported as an average five specimens.
The non-water-whitening performance of PSAs containing Tacolyn resin dispersions is comparable to the control filmic latex (see Figure 12).
Tacolyn 1070 and Tacolyn 3280 are recommended when non-whitening performance and UV resistance are critical.
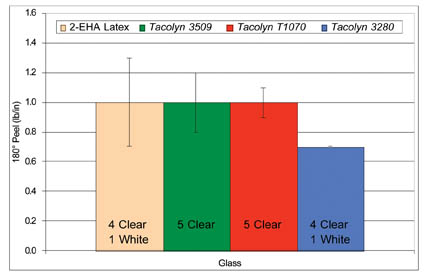
Note: Panels were placed in room temperature deionized water and soaked for 24 hours. Labels were observed for whitening. Panels were removed from the water bath, gently wiped dry and immediately subjected to 180° peel test. 180° peel adhesion was determined in accordance with test method PSTC-1 with a five minute dwell time. Test data was reported as an average five specimens.
CONCLUSION
PSA manufacturers are being challenged to reduce costs without sacrificing performance or the environment. Resin dispersions help to meet these challenges by offering many advantages when formulated with emulsion polymers. Performance advantages include optimized peel and tack, and enhanced specific adhesion to low- and high-energy substrates, such as polyethylene and glass. Resin dispersions also improve high- and low-temperature performance, and have excellent compatibility with many types of emulsion polymers. Finally, resin dispersions are environmentally friendly, FDA-compliant and can improve the overall cost efficiency of an adhesive formulation.
For more information, contact Eastman Chemical Co., phone (423) 229-2000, or visit www.tackifier.com.
Tacolyn is a registered trademark of Eastman Chemical Co.

