
Shoes should be tested to guard against the accumulation of static charges.
For people who are responsible for the safety of employees, colleagues, and plant equipment and property, one of the most potentially confusing aspects of providing a safe operating environment is determining if the manufacturing or handling processes have the potential to discharge static sparks into flammable or combustible atmospheres. Electrostatics is a detailed subject area that, for most of us, might appear to be a black art accessible only to academics and experienced process safety consultants. Because static ignition hazards occur at the “nuclear level,” it is naturally difficult to visualize how and why static electricity is a hazard in industries where flammable and combustible products are regularly processed.
So many variables contribute to electrostatics that it is almost impossible to predict the net effects of these parameters in a hazardous prevention context without feeling the need to conduct controlled laboratory tests to determine if a specific process could produce incendive electrostatic discharges. If you consider that walking across a carpet can generate 35,000 volts (35 Kv) on a person, it is easy to see how normal, everyday processes can generate potentials well in excess of 10,000 volts (10 Kv).
For a small object like a metal bucket, which has a typical capacitance of 20 picofarads, the total energy available for discharge at 10 Kv is 1 mJ. This is higher than most flammable vapor minimum ignition energies (MIEs). Scaling up, the ignition energy available on a human, at 10 Kv, would be around 10 mJ. In powder conveying operations, voltages on the order of 1000 Kv can easily be generated on parts of the conveying system. Tanker trucks undergoing loading can carry as much as 2000 mJ of ignition energy.
It can be time consuming and expensive to investigate and determine the level of voltage that can arise as a result of these charging mechanisms. Complicating matters further, ignitable electrostatic discharges can occur in many forms, ranging from spark discharges and propagating brush discharges to bulking brush discharges and corona discharges. The effort required to assess, determine and combine these variables into a cohesive audit of a potential hazard is by no means easy.
International Standards
Fortunately, several internationally recognized standards provide guidance on limiting electrostatic hazards, enabling those responsible for worker health and safety to minimize the risk of incendive static discharges. Hazardous area operators who can demonstrate compliance with these standards will go a long way toward providing a safe working environment and preventing the ignition of ignitable atmospheres. The most comprehensive standards are:- NFPA 77: Recommended Practice on Static Electricity (2007)
- Cenelec CLC/TR: 50404: Code of practice for the avoidance of hazards due to static electricity (2003)
- API RP 2003: Protection against Ignitions Arising out of Static, Lightning and Stray Currents (2008)
- API RP 2219: Safe Operation of Vacuum Trucks in Petroleum Service (2005)
The standards, particularly NFPA 77 and CLC/TR: 50404, describe a range of processes where static charges can be generated, including flow in pipes and hoses; loading and unloading of tanker trucks; railcar loading and unloading; filling and dispensing portable tanks, drums and containers; storage tank filling and cleaning; mixing, blending and agitation operations; and the conveying of powders and other operations. The API RP 2003 standard focuses on tanker truck loading and railcar filling operations, storage tank filling, and general operations involving petroleum products.
API RP 2219 provides detailed guidance on protecting vacuum trucks from electrostatic hazards. These standards outline the factors that can be identified and controlled to limit electrostatic hazards. Controls typically depend on:
- Preventing the accumulation of electrostatic charges on plant equipment, people and the material transferred
- Controlling the process to minimize the generation of electrostatic charges
NFPA 77 (5.1.10) states that the transfer of just one electron in 500,000 atoms is required to generate voltages with enough energy to ignite flammable atmospheres. Effective grounding and bonding is presented in the standards as the primary means of protection from electrostatic hazards and is the most straightforward, secure, and cost-effective means of ensuring that static hazards are managed and controlled correctly. Eliminating the accumulation of static charges eliminates the static hazard.
Grounding and Bonding
The earth has an infinite capacity to absorb charges, and grounding (sometimes called earthing) is the act of connecting a body to an electrode (or other buried structure) that has a verified contact resistance to the ground, typically less than 25 ohms (according to NEC Article 250). Grounding provides a path for static charges to rapidly flow to earth, reducing the voltage of the object to zero and thereby eliminating the presence of an ignition source.Bonding connects objects so that they are at the same electrical potential, preventing discharges when they are positioned in close proximity to each other. If bonding is carried out, it is important to ensure that one of the bonded objects is connected to ground, thereby ensuring all parts of the bonded system are at zero potential.
Static hazard is defined as a situation where the rate of charge accumulation exceeds the rate of charge dissipation. Given that grounding is the primary source of static hazard prevention, it is important to understand what parameters can be identified as providing a satisfactory level of protection. The key to static hazard protection is ensuring that the path between the charged object and the ground is of a sufficient quality to safely and rapidly dissipate the static charges.
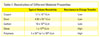
The majority of plant equipment at risk of static charge accumulation is made of metal. Metals are excellent conductors, and the natural resistive properties of metals ranging from copper through steel mean that electrical resistance to the transfer of charges from the body is low, provided that the body has good contact with the ground. This positive characteristic can quickly become a negative if the metal body is not grounded, as isolated metal conductors are the primary source of static spark ignition hazards. Table 1 shows the resistivities of different material properties.
The maximum value of resistance present in metal circuits, which includes the body at risk of static charge accumulation, should be equal to or less than 10 ohms; this is the benchmark value of resistance recommended by all four standards. If a resistance of 10 ohms or more is detected, the grounding circuit has likely been compromised and should be checked for corrosion or breakages. Table 2 outlines the maximum resistance levels for static dissipation circuits recommended by the standards for static control in potentially ignitable atmospheres. It is important to ensure that the static dissipative path, which is the path that channels the charging current to ground, is 10 ohms or less and stays that way for the duration of the process.

Table 2. Resistance Values Recommended by the Standards for Static Grounding and Bonding Circuits
As stated earlier, the process of determining these factors can be time consuming and require the expertise of process safety consultants. Very often, it is more cost effective to ground the object, particularly if it is made of conductive metal, when it is known that materials with different properties come into contact.

Table 3. Determine if Conductive Objects Should be Grounded
Application-Specific Recommendations
The standards provide a number of recommendations for specific applications.Tanker Trucks
NFPA 77, CLC/TR: 50404 and API RP 2003 recommend that the first procedure in tanker truck material transfer operations is to ground the tank truck prior to any other operation being carried out by the driver. Grounding of the tanker truck is critical to ensuring that static charges do not accumulate on the tank body.
Interlocking static grounding systems with ground status indicators should also be specified. These systems will not permit the flow of product if the tank truck is not protected from static discharges due to incorrect grounding, thereby eliminating the generation of electrostatic charges. The static grounding system should monitor the resistance in the grounding circuit to ensure it does not rise above 10 ohms. CLC/TR: 50404 specifies 10 ohms or 100 ohms as being suitable for convenience in monitoring; however, 10 ohms would be the established standard for large companies with a good track record in static control safety.
Railroad Tankers
API RP 2003 and NFPA 77 identify parts of the tanker that could become isolated from the railway tracks. Nonconductive wear pads and bearings can be located between the barrel and the chassis, and it is recommended that the barrel is grounded prior to and during the material transfer process. This prevents the accumulation of static charges on the barrel and eliminates the risk of discharges from the barrel to the fill pipe, as well as discharges to people or other grounded bodies.
In addition, NFPA 77 (8.8.2) states: “Many tank cars are equipped with nonconductive bearings and nonconductive wear pads located between the car itself and the trucks (wheel assemblies)…Therefore, bonding of the tank car body to the fill system piping is necessary to protect against charge accumulation.”

Portable metal containers should be bonded with clamps that feature hardened steel points.
API 2219 provides guidance on the protection of vacuum trucks when they are used to collect flammable or combustible products. Examples include waste collection during storage tank cleaning operations and the suction of combustible powders from dust collection chambers.
Of the many recommendations outlined in API 2219, the most relevant instruction is to fully ground the truck by connecting it to “a designated, proven ground source” before commencing with transfer operations. The “ground source” describes an object with a low-resistance connection to ground. The standard also states the importance of confirming that the connection resistance between the truck and the designated grounding point is less than 10 ohms and that this resistance should be verified with the use of an ohmmeter (or some other type of measurement device).
Portable Containers
When portable metal containers like intermediate bulk containers (IBCs) and drums are being filled or used for dispensing, the advice in all standards is to ground and bond all of the filling system and receiving vessels. NFPA 77 (8.13.3.2) states that “bonding should be done with a clamp that has hardened steel points that will penetrate paint, corrosion products, and accumulated material using either screw force or a strong spring.”
The standards also provide some guidance regarding the use of plastic-lined metal containers. NFPA 77 states that a metal container with a plastic of lining of 2 mm or less can be treated as a metal drum. CLC/TR: 50404 contains a table with the maximum recommended lining thicknesses and emphasizes the importance of ensuring that the containers’ interaction with conductive objects does not promote high-energy propagating brush discharges.
In general, filling insulating plastic containers is not recommended. If a conductive liquid is being processed, it may be possible to dissipate charges using a conductive dip tube; however, the use of dip tubes requires extra precautionary measures.
FIBCs
CLC/TR: 50404 provides the clearest guidance regarding resistance values that should be maintained when filling or discharging from flexible intermediate bulk container (FIBC) Type C bags. NFPA 77 states that the bag should be grounded but does not specify a maximum resistance value. CLC/TR: 50404 (7.2.6.8.3) states: “The conductive fabric and the conductive threads or filaments shall have a resistance of the grounding point on the FIBC of less than (1 x) 108 V.”
Type D bags are designed to dissipate charges from bags through “low-energy” corona discharges. The potential drawback, however, is that the bag could induce charges on surrounding conductive objects and even personnel. CLC/TR: 50404 (7.2.6.8.4) states that “any conductive items that may not normally be earthed (e.g., drums on pallets) should either be earthed or removed from the vicinity of the FIBC Type D. In addition, conductive items (e.g., working tools, bolts and clips) shall not be placed or stored on the FIBC.”
People
As previously mentioned, people can generate large potential differences on their bodies through regular movement, and the accumulation of static charges should be minimized so that operators do not discharge sparks in the presence of ignitable atmospheres. The advice in the standards is to ensure that hazardous area floors are conductive and that operators working in these areas should wear static dissipative shoes to prevent charge accumulation on their bodies. CLC/TR: 50404 (8.1.3.3) states the shoes should be tested prior to entry into the zoned (classified) area: “All personnel should be grounded by means of conducting floors and footwear (see 9.2 and 9.3). A personnel resistance monitor should be installed at every entrance to any area where such footwear is required.”
Controlling the Risk
Identifying and controlling electrostatic hazards can be a challenging process for those of us who are responsible for ensuring that our colleagues, employees, equipment, and property are fully protected from electrostatic ignition hazards. While many factors can contribute to the presence of a static hazard, the majority of processes at risk of static discharge will be controlled and accounted for if grounding and bonding protection measures are taken.When an audit of a process or procedure has identified an electrostatic ignition hazard, it is important to specify grounding and bonding systems that can demonstrate compliance with the standards. Where possible, static grounding instruments that can demonstrate resistance levels recommended by the standards will ensure that companies are protected from this ever-present and hazardous ignition source.
For more information, contact Newson Gale Ltd. at (732) 987-7715 or visit www.newson-gale.com.


