Electron Beam-Curing Laminating Adhesives

The electron beam (EB) segment of the energy-curing adhesives market continues to expand and is supported by several factors. The high curing efficiency inherent with EB provides low odor and extractables, as well as more complete laminate bonding, in food-packaging applications. In addition, the potential for extremely high line speeds, coupled with less expensive EB equipment, has resulted in wider acceptance and adoption by end users (converters) in the marketplace.
Food packaging is the principle target market for EB inks, coatings and adhesives, given that the high-energy-cure process offers the following advantages:
- High degree of double-bond conversion (low migration)
- No need for photoinitiators (low migration and low odor)
- High gloss, scuff and abrasion resistance
- Effective cure of highly pigmented inks or formulations on opaque substrates
- Low process temperature for thermally sensitive films
- Good quality control by National Institute of Standards and Technology (NIST)-traceable dosimetry methods
With these changes, the flexible packaging market has driven significant growth in EB-cure applications. Specifically, it is an accepted curing option for offset and flexographic inks; high-gloss and abrasion-resistant overprint varnishes (OPVs), in many cases allowing for the replacement of film laminations; and fast thermosetting laminating adhesives as replacements for much slower moisture-cured polyurethane adhesives.
Several attributes have supported industry growth for EB-curable laminating adhesives. The fact that instantaneous bonds are created, along with ultra-fast-cure speeds, offers converters a quick turnaround time for their laminated products. Typical formulations are one-part, stable, easy-to-clean systems offering properties such as low migration, low or no volatiles, and adequate shadow cure. All of these factors have made EB-cure laminating adhesives the product of choice for many commercial operations.

Experimental Study
A study was conducted to quantify the performance of oligomers in a simple EB-cure laminating adhesive test formulation on several substrate combinations. In a joint project with Energy Sciences Inc. (ESI), a screening of RAHN commercial oligomers was conducted to assess the differences among products with respect to EB cure and substrate adhesion.Each oligomer was reduced in viscosity with dipropylene glycol diacrylate monomer (DPGDA) to produce a 70% oligomer/30% monomer blend that could be applied to film stock commonly used by the flexible packaging industry. No photoinitiator was used. The blends were applied to four common film pairs using a Harper hand-proofer with a doctor blade. The blends were applied to only one side of each film combination. The respective film pairs were nipped together and smoothed using a Meier drawdown bar to achieve a final coating weight of 2.6 g/m² (~1.6 lb/ream). The samples were then taped onto a PET film web and passed through the EB-curing unit at 10 m/min to ensure full cure.
The substrate combinations used in this study are listed in Table 1 (p. 26). The films were acquired from their respective suppliers and were not further treated before use. The EB equipment used for this evaluation was the pilot line at Energy Sciences, Inc. in Wilmington, Mass.
For simple comparative reference, each oligomer/monomer blend was also tested for ultraviolet (UV) cure performance. The UV sample blends each had 2% of GENOCURE* LTM photoinitiator added to them. Blends were applied to films in the same manner as the EB samples. The UV samples were then nipped and cured using an American Ultraviolet Lamp C12/300 equipped with a medium-pressure Hg bulb at 400 wpi of lamp intensity.
Aluminum film combinations were irradiated through the clear film window; PET/polyolefin film combinations were irradiated though the polyolefin side. Samples were subjected to a total radiation dose (UV A, B and C) of 791 mJ/m2 to ensure full adhesive cure. All samples for both curing modes were conditioned after curing for at least 24 hours at room temperature and 40- 60% relative humidity.
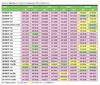
Test Results
The samples were tested at room temperature for T-peel properties using a Zwick Tensile Tester Z010 at a peel speed of 10 in./min (~25.4 cm/min). The results are shown in Table 2. Each sample was tested five times; average values are reported. The value in parentheses is the maximum peak force value observed within each sample set, reported in lb/in. The best oligomers for T-peel under EB cure for each substrate combination tested are listed in Table 3.PET/LLDPE
Among the oligomer chemistries that were tested, it is very difficult to achieve good adhesion on this substrate combination. From a strictly EB-cure standpoint, the best product was the carboxy-functional monoacrylate, GENOMER* 7151. This product gave very good T-peel results, showing substrate failure with good bond strength before the actual tear occurred.
The only other product producing a good result was the moderate molecular weight monofunctional urethane acrylate, GENOMER*4188/EHA. Stock failure is difficult to achieve with low surface energy substrates and, essentially, a thermoplastic urethane adhesive, but this product still gave a high initial T-peel maximum. However, it did not show strong properties across the entire peel of the samples tested in this group.
PET/Al
Interestingly, this substrate combination offered similar results to the PET/LLDPE combination. The best oligomer for this set was the monofunctional urethane acrylate, GENOMER* 4188/EHA. While not producing substrate failure, 0.20 lb/in. T-peel values were generated across the test samples. The only other product to yield even fair results with this film combination was, again, the GENOMER* 7151 carboxy-functional monoacrylate.
LLDPE/Al
The best option for the LLDPE/AI substrate combination was the monofunctional urethane acrylate, GENOMER* 4188/EHA. It actually produced substrate failure for all samples tested, which is unusual. These products are generally used in pressure-sensitive adhesives for their high elasticity and extreme flexibility. However, thermoplastic urethane acrylate (UA) adhesives usually have difficulty generating enough internal cohesion to break plastic or metal films in a T-peel test.
In the current evaluation, the monofunctional urethane acrylate blend coupled with the difunctional monomer DPGDA produced enough cohesion to tear the Al foil. The inert CO-RESIN 02-819/M22 and GENOMER* 6043/M22 exhibited reasonable adhesion for this film combination as well.
LLDPE/OPP
Surprisingly, the hexafunctional urethane acrylate GENOMER* 4622 yielded the best results, producing substrate failure for this film combination. Also exhibiting good T-peel properties were inert sucrose benzoate GENOMER* 6058, and difunctional urethane acrylate GENOMER* 4215. Several other products performed well on this substrate combination. Urethane acrylates, polyester acrylates, two-epoxy acrylates, carboxy-functional acrylate and a polyether acrylate all exhibited decent peel values.
EB Cure vs. UV Cure
A direct comparison between EB- and UV-cured samples was possible in this study because film laminates were cured by both methods and aged/tested in an identical manner. While most blends and substrate combinations yielded similar properties for both types of cure, there were some notable exceptions.Monofunctional Urethane Acrylate
The monofunctional urethane acrylate oligomer GENOMER* 4188/EHA exhibited much better results when cured by EB vs. UV. In each substrate combination tested, especially for the LLDPE/Al pair, EB-curing boosted the performance of this oligomer. This is likely due to the more complete conversion of acrylate groups from EB irradiation. With higher conversion rates, the cohesive properties of this product are enhanced due to higher molecular weight build.
In addition, the problem of low reactivity that goes along with large monofunctional molecules is greatly reduced under EB-cure conditions. This product becomes a viable oligomer of choice for all substrate combinations when cured by EB.
Epoxy Acrylates
Another interesting result is the difference in T-peel values observed for three of the six epoxy acrylates on one particular substrate combination, PET/LLDPE. The epoxy acrylates exhibited poor results in the EB-cure case, but provided substrate failure when cured by UV. The products were aliphatic epoxy acrylate GENOMER* 2235, plain bisphenol A-based GENOMER* 2263, and modified epoxy acrylate GENOMER* 2280. This difference was not seen in the epoxy acrylates GENOMER* 2253, GENOMER* 2255 and GENOMER* 2259 that were tested. Possibly, the EB equipment achieved “over cure” for this set of oligomers and films. No other explanation for this effect is offered, but further evaluation is suggested.

Conclusions
While no fully formulated laminating adhesives were developed or tested in this study, some insights were provided into which RAHN oligomer products work well for common laminating film combinations. The products listed in Table 3 are recommended for applications on the substrate combinations specified.In addition, it is clear that while most products yield similar results whether cured by EB or UV, there are some notable differences. It must be realized that a direct correlation between EB and UV curing does not always exist. The more complete conversion of acrylic moieties with EB cure causes variations in the final properties of certain oligomer chemistries that are not seen with UV cure.
For more information, e-mail EnergyCuring@rahn-group.com or visit www.rahn-group.com, or contact RAHN AG: Dörflistrasse 120, CH-8050 Zurich; phone (41) 44315-42 00; fax (41) 44315-42 65; RAHN GmbH: Hahnstrasse 70, DE-60528 Frankfurt am Main; phone (0800) 1816-015; fax (0800) 1816-016; RAHN USA Corp.: 1005 North Commons Dr., Aurora, IL 60504; phone (630) 851-4220; fax (630) 851-4863.
Editor’s note: GENOMER*, GENOCURE*, GENORAD* and GENOPOL* are trademarks of RAHN AG.
Acknowledgements
The author would like to acknowledge Sean Des Roches, RAHN USA Corp.; David Helsby, RAHN AG, Switzerland; and Im Rangwalla, Energy Sciences Inc.Links
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







