


Testing of structural adhesives is too often an assumed and prescribed process rather than a strategy to ensure quality and cost efficiencies. Although the market for structural adhesives continues to improve, it is no longer “business as usual” for structural adhesive manufacturers and suppliers, due to the rate of product development and design demands, persistent challenges in raw materials sourcing and costs, and the overall commoditization of the industry. Companies cannot afford to overlook the potential benefits that result from properly performed structural adhesive testing.
Proper testing involves using the right testing equipment. The market for structural adhesives is growing, yet is increasingly competitive, so choosing the best testing equipment must go beyond ensuring standards compliance to encompassing quality and purposeful cost efficiencies.
Quality and Cost Benefits
Testing as a strategy to ensure quality seems self-evident. But is your testing data accurate enough? Testing to gain cost-efficiencies seems straightforward as well; however, is your machine easy to use? Is it cost effective? Such questions relegate the materials testing function to the minimum required to comply with standard test specifications.
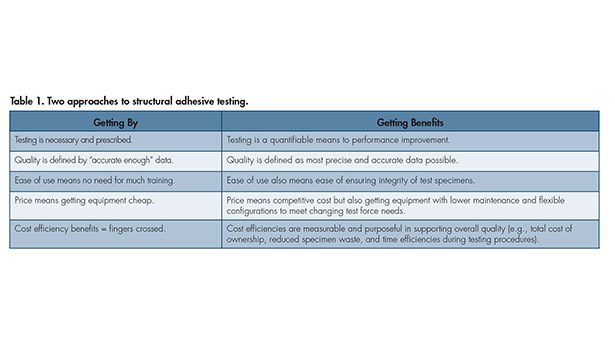
As Table 1 indicates, moving from a “getting by” to “getting benefits” approach to testing allows broader-based opportunities for quality improvements and bottom-line efficiencies emerge. Both the testing procedure and the choice of testing equipment offer opportunities to enhance quality and save money.
A Case Study in Testing: ASTM D1002
A good way to identify opportunities to maximize testing benefits is to use a common test standard as an example and summarize its key steps. Among the more than 20 ASTM standards that govern shear testing of adhesives, one of the most commonly used is ASTM D1002—the standard test method to measure the shear strength of adhesives used to bond metals.
Shear loaded adhesive joints impose uniform stresses across the bonded area, resulting in the highest possible joint strength. Many types of adhesive joints carry shear loads. The most effective use an overlapping substrate arrangement known as lap joints (see Figure 1). The overlapping area should be large enough to enable the joint to withstand maximum shear service loads.
In addition to ASTM D1002, other common standards that use a single lap joint (lap shear) specimen to determine the shear strength of adhesives are ASTM D3163 (for use with rigid plastic substrates) and ASTM D3164 (for substrates joined by plastic rather than adhesive).
The following ASTM D1002 test summary shows the detail involved in performing the testing properly. (Note that this is intended as an example; those planning to perform the test should read the entire ASTM specification.)
1. Prepare the specimen: Lap shear specimens must be made in multiples of five, and the group of five specimens must be cut from one large lap shear specimen panel. Measure the amount of shear area in square millimeters (see Figure 2). This will be used to calculate the speed of test and convert the force reading into a stress reading.
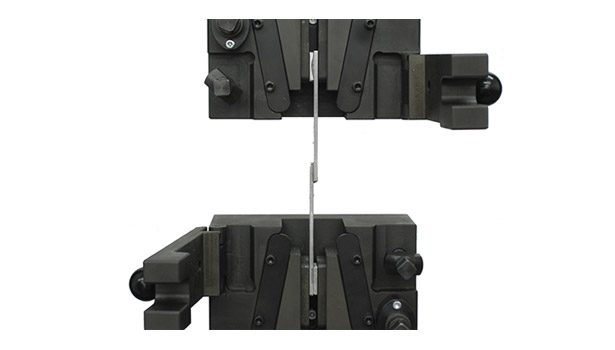
2. Load each end of the specimen into tensile grips. A quality test means grips were selected carefully to hold the lap shear specimen. Align grip inserts so that the centerline of the grip assembly is aligned with the adhesive bond. Figure 3 illustrates this step using wedge grips. Vice grips with serrated inserts are also commonly used for lap shear tests.
3. Apply a force at a controlled rate to the specimen until it breaks. ASTM D1002 specifies a load control rate of 80-100 kg/cm2. A cross-head control rate of 1.3 mm per min approximates the loading rate and also is an acceptable mode of control.
4. Include the maximum force recorded, maximum shear stress and the type of failure for each specimen in each test report.
5. Record the maximum force. Basic test systems provide the raw data and stress-strain charts. Using these data, determine and calculate all of the analyses needed.
6. Maximum shear stress is calculated by dividing the maximum force by the shear area and reported in units of kilograms per square centimeter (kg/cm2).
7. Calculations can be performed manually or produced automatically with PC-based controllers. Software controllers become a time, quality and efficiency benefit when a significant volume of repeatable tests is required on a regular basis, such as in an in-house or outsourced testing lab.
8. Record the type of failure. The types of failure include separation from adhesive to substrate, separation through the adhesive, or both.
Hopefully, these points illustrate the opportunities to maximize testing benefits beyond just compliance with a standard. Specifically, testing quality involves the sustained integrity of the test specimen until point of failure. Testing quality also requires that engineers prepare specimens, run the tests and record results. In addition, maximizing testing quality involves systematic ways to aggregate and analyze results that help determine how to improve material performance.
Choosing Testing Equipment
The actual equipment used is a key contributor for maximizing testing benefits. The following questions are important to consider when choosing equipment for the testing of structural adhesives.
Does the testing equipment manufacturer demonstrate deep understanding of your testing needs?
When selecting testing equipment, test the manufacturer first. Is the company positioned as a partner to its customers and dedicated to helping end users achieve high-quality, cost-effective testing? Check the manufacturer’s website. Is it clear that the company is thoroughly knowledgeable about different testing requirements? Does the website include educational resources, as well as product spec sheets and case studies?
In addition, examine the approach that the manufacturer takes to understand its customers’ needs. There is a clear difference between a manufacturer that essentially guesses test requirements based on reactive listening and one that diagnoses the customer’s testing requirements. In the first case, the manufacturer is focused more on purchase orders; the latter shows that the manufacturer is focused on improving the customer’s performance.
Can the equipment be easily configured to accommodate your changing force testing needs?
Structural adhesive joints now bear loads in applications once consigned to mechanical fasteners. As such, it is wise to select testing equipment with the expectation of higher force testing in the future. Equipment with mid-range force testing specifications can meet current structural adhesive testing needs and can be easily configured to handle higher force testing (i.e., 50, 100, 150, 300 kN).
How slow will the test go?
ASTM D1002 is performed at a very slow rate of speed. The accuracy of a system at low speeds is important when performing this test to ensure reliable and consistent results.
The quality of adhesive material remains paramount, particularly when enabling the integrity of load-bearing structures such as the pavement on roads or the fabricated beams and trusses holding up buildings. In addition to gaining greater benefit for your testing dollar, obtaining the most precise testing results possible also becomes a competitive advantage. While ASTM D1002 specifies a minimum speed of at least 1.3 mm/min, testing equipment is available that specifies a minimum speed of 0.05 mm/min and lower.
Are grips of the appropriate design?
Specimen preparation and holding are essential to accurate testing, so high-quality grips are important. Protect your investment in sample materials or lap specimens by avoiding mechanical glitches during testing. For example, improper grip inserts can lead to grip slippage. Improper grip alignment can lead to cleavage stresses. Getting testing right the first—and every—time means saving resources and labor costs.
Is the testing equipment capable of performing multiple tests?
Universal testing equipment is commonly used in performing tests according to ASTM D1002 and the closely related ASTM D3163 and D3164 standards. The cost imperative behind testing means equipment should not be idle when not performing the test for which it was purchased. Though associated with lower-end force testing, the universal testing equipment rule applies to higher-force structural adhesive tests as well.
Is it easy to use, low maintenance and offered with lifetime support?
Choosing the right testing equipment also means choosing equipment that is not expensive to operate, from both maintenance and labor cost perspectives. Look for cost efficiencies built into the design of equipment that enable ease of use. For example, most testing equipment features single button operation on a touchpad. However, the level of ease and clarity built into systems varies. The more intuitive, clear and straightforward the design, the less time required for training—and the potential for human error.
Look for equipment that is backed by lifetime product and applications support. This support should include the mundane (e.g., replace documentation), the helpful (e.g., assistance regarding an ASTM or ISO standard), and the essential (e.g., in-depth technical questions). Strong application support allows greater productivity when a new product or material needs to be tested.
Is it priced right?
Value is a commonly overused term, but given the nature of testing and the quality imperative to get it right, it is important to make sure that the price represents the best value in terms of functionality and performance in the industry. For example, manufacturers that offer free lifetime support are showing their commitment to maximizing the benefits of their customers’ investment over the long term. Learning how the manufacturer measures value and return-on-investment ensures common understanding of how value is defined.
Far-Reaching Strategy
Structural adhesives must offer quality, which can be a challenge in a market where cost pressures and low margins are a reality. This conundrum dictates how structural adhesive manufacturers anticipate or respond to market forces and trends affecting the industry. Finding ways to ensure quality and improve performance while also controlling labor, material, and maintenance costs is difficult. However, adhesive testing can offer such benefits when approached as a strategy to ensure quality and broader-based cost efficiencies, instead of as a prescribed process needed only for compliance with standard specifications.
For more information, visit www.admet.com.
Editor’s note: Figures courtesy of Admet.
esting of structural adhesives is too often an assumed and prescribed process rather than a strategy to ensure quality and cost efficiencies. Although the market for structural adhesives continues to improve, it is no longer “business as usual” for structural adhesive manufacturers and suppliers, due to the rate of product development and design demands, persistent challenges in raw materials sourcing and costs, and the overall commoditization of the industry. Companies cannot afford to overlook the potential benefits that result from properly performed structural adhesive testing.
Proper testing involves using the right testing equipment. The market for structural adhesives is growing, yet is increasingly competitive, so choosing the best testing equipment must go beyond ensuring standards compliance to encompassing quality and purposeful cost efficiencies.
Quality and Cost Benefits
Testing as a strategy to ensure quality seems self-evident. But is your testing data accurate enough? Testing to gain cost-efficiencies seems straightforward as well; however, is your machine easy to use? Is it cost effective? Such questions relegate the materials testing function to the minimum required to comply with standard test specifications.
As Table 1 (p. 40) indicates, moving from a “getting by” to “getting benefits” approach to testing allows broader-based opportunities for quality improvements and bottom-line efficiencies emerge. Both the testing procedure and the choice of testing equipment offer opportunities to enhance quality and save money.
A Case Study in Testing: ASTM D1002
A good way to identify opportunities to maximize testing benefits is to use a common test standard as an example and summarize its key steps. Among the more than 20 ASTM standards that govern shear testing of adhesives, one of the most commonly used is ASTM D1002—the standard test method to measure the shear strength of adhesives used to bond metals.
Shear loaded adhesive joints impose uniform stresses across the bonded area, resulting in the highest possible joint strength. Many types of adhesive joints carry shear loads. The most effective use an overlapping substrate arrangement known as lap joints (see Figure 1, p. 39). The overlapping area should be large enough to enable the joint to withstand maximum shear service loads.
In addition to ASTM D1002, other common standards that use a single lap joint (lap shear) specimen to determine the shear strength of adhesives are ASTM D3163 (for use with rigid plastic substrates) and ASTM D3164 (for substrates joined by plastic rather than adhesive).
The following ASTM D1002 test summary shows the detail involved in performing the testing properly. (Note that this is intended as an example; those planning to perform the test should read the entire ASTM specification.)
1.
Prepare the specimen: Lap shear specimens must be made in multiples of five, and the group of five specimens must be cut from one large lap shear specimen panel. Measure the amount of shear area in square millimeters (see Figure 2, p. 39). This will be used to calculate the speed of test and convert the force reading into a stress reading.
2.
Load each end of the specimen into tensile grips. A quality test means grips were selected carefully to hold the lap shear specimen. Align grip inserts so that the centerline of the grip assembly is aligned with the adhesive bond. Figure 3 (p. 39) illustrates this step using wedge grips. Vice grips with serrated inserts are also commonly used for lap shear tests.
3.
Apply a force at a controlled rate to the specimen until it breaks. ASTM D1002 specifies a load control rate of 80-100 kg/cm2. A cross-head control rate of 1.3 mm per min approximates the loading rate and also is an acceptable mode of control.
4.
Include the maximum force recorded, maximum shear stress and the type of failure for each specimen in each test report.
5.
Record the maximum force. Basic test systems provide the raw data and stress-strain charts. Using these data, determine and calculate all of the analyses needed.
6.
Maximum shear stress is calculated by dividing the maximum force by the shear area and reported in units of kilograms per square centimeter (kg/cm2).
7.
Calculations can be performed manually or produced automatically with PC-based controllers. Software controllers become a time, quality and efficiency benefit when a significant volume of repeatable tests is required on a regular basis, such as in an in-house or outsourced testing lab.
8.
Record the type of failure. The types of failure include separation from adhesive to substrate, separation through the adhesive, or both.
Hopefully, these points illustrate the opportunities to maximize testing benefits beyond just compliance with a standard. Specifically, testing quality involves the sustained integrity of the test specimen until point of failure. Testing quality also requires that engineers prepare specimens, run the tests and record results. In addition, maximizing testing quality involves systematic ways to aggregate and analyze results that help determine how to improve material performance.
Choosing Testing Equipment
The actual equipment used is a key contributor for maximizing testing benefits. The following questions are important to consider when choosing equipment for the testing of structural adhesives.
Does the testing equipment manufacturer demonstrate deep understanding of your testing needs?
When selecting testing equipment, test the manufacturer first. Is the company positioned as a partner to its customers and dedicated to helping end users achieve high-quality, cost-effective testing? Check the manufacturer’s website. Is it clear that the company is thoroughly knowledgeable about different testing requirements? Does the website include educational resources, as well as product spec sheets and case studies?
In addition, examine the approach that the manufacturer takes to understand its customers’ needs. There is a clear difference between a manufacturer that essentially guesses test requirements based on reactive listening and one that diagnoses the customer’s testing requirements. In the first case, the manufacturer is focused more on purchase orders; the latter shows that the manufacturer is focused on improving the customer’s performance.
Can the equipment be easily configured to accommodate your changing force testing needs?
Structural adhesive joints now bear loads in applications once consigned to mechanical fasteners. As such, it is wise to select testing equipment with the expectation of higher force testing in the future. Equipment with mid-range force testing specifications can meet current structural adhesive testing needs and can be easily configured to handle higher force testing (i.e., 50, 100, 150, 300 kN).
How slow will the test go?
ASTM D1002 is performed at a very slow rate of speed. The accuracy of a system at low speeds is important when performing this test to ensure reliable and consistent results.
The quality of adhesive material remains paramount, particularly when enabling the integrity of load-bearing structures such as the pavement on roads or the fabricated beams and trusses holding up buildings. In addition to gaining greater benefit for your testing dollar, obtaining the most precise testing results possible also becomes a competitive advantage. While ASTM D1002 specifies a minimum speed of at least 1.3 mm/min, testing equipment is available that specifies a minimum speed of 0.05 mm/min and lower.
Are grips of the appropriate design?
Specimen preparation and holding are essential to accurate testing, so high-quality grips are important. Protect your investment in sample materials or lap specimens by avoiding mechanical glitches during testing. For example, improper grip inserts can lead to grip slippage. Improper grip alignment can lead to cleavage stresses. Getting testing right the first—and every—time means saving resources and labor costs.
Is the testing equipment capable of performing multiple tests?
Universal testing equipment is commonly used in performing tests according to ASTM D1002 and the closely related ASTM D3163 and D3164 standards. The cost imperative behind testing means equipment should not be idle when not performing the test for which it was purchased. Though associated with lower-end force testing, the universal testing equipment rule applies to higher-force structural adhesive tests as well.
Is it easy to use, low maintenance and offered with lifetime support?
Choosing the right testing equipment also means choosing equipment that is not expensive to operate, from both maintenance and labor cost perspectives. Look for cost efficiencies built into the design of equipment that enable ease of use. For example, most testing equipment features single button operation on a touchpad. However, the level of ease and clarity built into systems varies. The more intuitive, clear and straightforward the design, the less time required for training—and the potential for human error.
Look for equipment that is backed by lifetime product and applications support. This support should include the mundane (e.g., replace documentation), the helpful (e.g., assistance regarding an ASTM or ISO standard), and the essential (e.g., in-depth technical questions). Strong application support allows greater productivity when a new product or material needs to be tested.
Is it priced right?
Value is a commonly overused term, but given the nature of testing and the quality imperative to get it right, it is important to make sure that the price represents the best value in terms of functionality and performance in the industry. For example, manufacturers that offer free lifetime support are showing their commitment to maximizing the benefits of their customers’ investment over the long term. Learning how the manufacturer measures value and return-on-investment ensures common understanding of how value is defined.
Far-Reaching Strategy
Structural adhesives must offer quality, which can be a challenge in a market where cost pressures and low margins are a reality. This conundrum dictates how structural adhesive manufacturers anticipate or respond to market forces and trends affecting the industry. Finding ways to ensure quality and improve performance while also controlling labor, material, and maintenance costs is difficult. However, adhesive testing can offer such benefits when approached as a strategy to ensure quality and broader-based cost efficiencies, instead of as a prescribed process needed only for compliance with standard specifications. •
For more information, visit www.admet.com.
Editor’s note: Figures courtesy of Admet.





