
Hot-melt pressure-sensitive adhesives (HMPSAs) have become important in the manufacture of pressure-sensitive labels. Several types of styrenic block copolymers (SBCs) are used to formulate HMPSA adhesives. Styrenic block copolymers are synthetic elastomers made by polymerizing styrene and isoprene or styrene and butadiene. The polymerization is controlled so that the finished elastomer consists of discrete blocks of styrene and isoprene or styrene and butadiene.
The overall macromolecular structure of the elastomer consists of a triblock structure (e.g., styrene-isoprene-styrene) or a diblock structure (e.g., styrene-isoprene). If butadiene is used instead of isoprene, the block copolymer will consist of a styrene-butadiene-styrene tri-block and a styrene-butadiene diblock. The bulk properties of the polymer are a function of the percent styrene, diene chemistry, percent triblock, percent diblock and molecular architecture. The molecular architecture for most SBCs is either linear (most common) or radial.
Another type of SBC used is a tapered block copolymer. These copolymers are made in a less controlled manner using simultaneous bulk polymerization of, typically, styrene and butadiene. In this method, the butadiene domain forms first. Then, as the concentration of butadiene decreases, a tapered block is formed. Lastly, once all the butadiene is consumed, a pure styrene block is formed, resulting in a tapered block styrene butadiene (SB) polymer that is 100% diblock. Table 1 lists specific grades of these polymers.
Label HMPSAs can be formulated with SIS polymers alone or as a blend of SIS polymers and butadiene-based polymers.1 For example, an HMPSA can be formulated using SIS polymer with about 15% styrene and 42% diblock as the sole polymer, or as a blend of a tapered block SB polymer and the latter SIS polymer.2 A radial SIS polymer with 18% styrene and 73% diblock can be used instead of the linear SIS polymer, but typically it is not blended with the tapered block SB polymer.3
For this article, two formulae were used to make HMPSA adhesives. The first used an SIS polymer as the sole polymer and comprised 31% isoprene-based polymer; 41.6% C5 resin (95°C m.p.); 27% of a liquid C5 resin (10°C m.p.); and 0.4% antioxidant. The second was a blend of an SIS polymer and a butadiene-based polymer comprising 13.4% SIS polymer; 17.6% butadiene-based polymer; 41.6% C5 resin (m.p. of 95°C); 27% of a liquid C5 resin (10°C m.p.); and 0.4% antioxidant.
For these HMPSA formulae, two properties that are important for label adhesives were measured: die cuttability; and PSA properties such as peel, loop tack, and shear adhesion failure temperature (SAFT). Die cuttability was measured using dynamic mechanical analysis (DMA) and time-temperature superposition at 20°C. The PSA properties were measured using the appropriate Pressure Sensitive Tape Council method.
Die Cutting
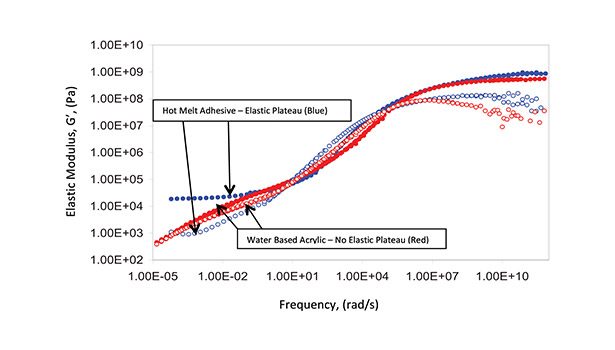
In past work using finite element analysis, it was determined that die cutting the adhesive layer of a label is a low frequency process. Thus, the rheological properties of the adhesive at low frequencies (10-3 radians/s) where found to be important in predicting die cut performance. Specifically at 10-3 radians/s, for a label adhesive to have good die cut performance, it should have a low elastic modulus (G’); it is preferable the elastic modulus should be less than 104 Pa. In addition, the adhesive should not have an elastic plateau.4,5
An SBC-based adhesive with these properties would be rheologically similar to an acrylic PSA. Acrylic PSAs are known to have good die-cutting properties. Figure 1 shows a DMA curve for two water-based acrylic adhesives and two SIS-based hot-melt adhesives. Figure 1 shows that the G’ at 10-3 radians/s for both acrylic adhesives is less than 104 Pa and an absence of an elastic plateau; rather, the G’ decreases monotonically with decreasing frequency. On the other hand, one of the SIS-based adhesives has a G’ above 104 Pa and an elastic plateau at 10-3 radians/s. The second SIS-based adhesive has a G’ below 104 Pa but still exhibits an elastic plateau at 10-3 radians/s.
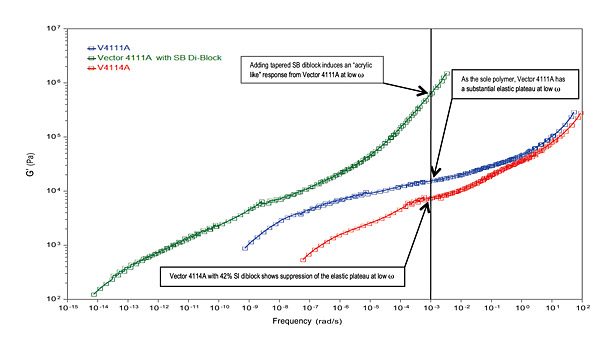
Earlier work found that the elastic plateau is suppressed when the diblock content in the polymer is increased. The polymer chains in a high diblock-containing polymer have more freedom to move and rearrange. This suppresses the elastic plateau. This behavior is demonstrated in Figure 2, a time-temperature superposition (TTS) plot of HMPSA adhesives using the following polymers: Vector 4111A, Vector 4114A, and Vector 4111A blended with the tapered SB diblock. An adhesive made solely with Vector 4111A has a very significant plateau at 10-3 radians/s. Vector 4114A, with 42% diblock, has more slope compared to Vector 4111A, showing suppression of the elastic plateau. Vector 4111A blended with the tapered SB diblock, however, has a very steep slope at 10-3 radians/s, showing a complete suppression of the elastic plateau.
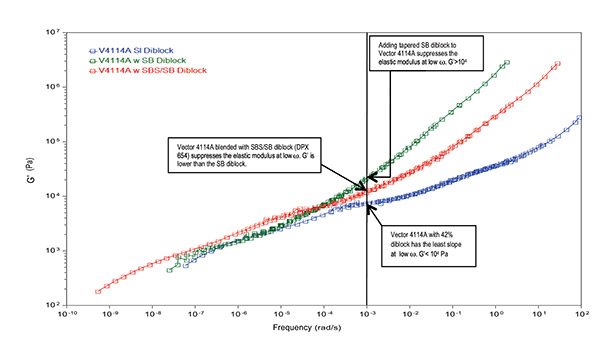
Figure 3 further illustrates the suppression of the elastic plateau through the addition of diblock. The figure shows TTS curves for three adhesive blends with different types of diblock. In the first blend, Vector 4114A, which contains 42% SI diblock, shows some slope at 10-3 radians/s. The second blend, using the tapered SB diblock, shows very steep slope and complete suppression of the elastic at 10-3 radians/s, as it did with Vector 4111A. The third curve, a blend of DPX 654 SBS and Vector 4114A, shows a complete suppression of the elastic modulus at 10-3 radians/s, but at lower modulus than the blend with the tapered SB diblock.
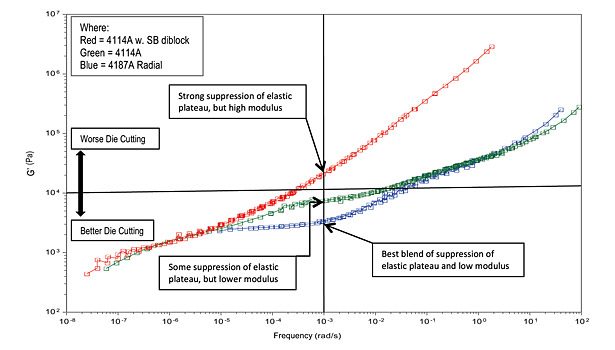
The lower modulus exhibited by the SBS/SB Vector 4114A blend is significant because a low G’ is as important to die cuttability as the suppression of the elastic plateau. For good die cutting, the modulus should be below 104 Pa. Although adding the tapered SB diblock to Vector 4114A suppresses the elastic plateau, the modulus is significantly above 104 Pa. Hence, more formulating will be required to bring the modulus of the adhesive below 104 Pa (see Figure 4). Although Vector 4114A does not fully suppress the elastic plateau at 10-3, it does have a modulus below 104, thus making the adhesive die cuttable (see Figure 4).
Vector 4187A, a high-diblock radial SIS polymer, shows additional suppression of the elastic plateau compared to the V4114A; it also has a much lower modulus. This adhesive has the best die cut properties of the three adhesives shown in Figure 4. Thus, using a high diblock radial polymer provides a simple path to a label HMPSA with good die cut performance.
Adhesive Properties
It is important to remember that good die cutting does not necessarily mean good PSA properties. Table 2 lists HMPSA properties for the adhesive blends previously discussed. The blend using only Vector 4111A has very good peel, tack and SAFT properties. However, as illustrated in Figure 1, the adhesive did not have good die cut properties, since it had both a high modulus and a significant elastic plateau. When the tapered SB diblock is blended with the Vector 4111A, there was a significant suppression of the elastic plateau; the modulus, however, remained high. Adding the tapered SB diblock only provided partial improvement in die cut properties. In addition, there was a significant reduction in peel, tack and SAFT (see Table 2). Hence, this is a worst-case example, showing poor adhesive properties and poor die cut properties. Substantial reformulation would be necessary to overcome these properties.
Similarly, when the tapered SB diblock was added to a PSA formula based on Vector 4114A, there was a substantial suppression of the elastic plateau and a reduction in peel, tack, and SAFT compared to the formula using just Vector 4114A (see Table 2). On the other hand, we can see that the formula using only Vector 4114A had very good peel, tack and SAFT; Figure 4 shows that this formula has suppressed the elastic plateau also with a low modulus. Thus, an adhesive based solely on Vector 4114A has both good adhesive properties and good die cut performance.
On the other hand, when DPX 654 is blended with the Vector 4114A, there is less of a reduction in peel, tack and SAFT compared to the tapered block blend with Vector 4114A (see Table 2). Moreover, the elastic plateau is suppressed and the modulus is much closer to passing below the 104 Pa threshold than the blend using the tapered SB diblock (see Figure 4). Thus, it will be much easier to adjust this blend than the tapered SB diblock blend to meet the rheological criterion for good die cuttability while maintaining reasonable adhesive properties.
Lastly, the PSA based on Vector 4187A has excellent PSA properties (see Table 2). In addition, Figure 4 indicates suppression of the elastic plateau and the lowest modulus of the adhesives tested. Thus, the blend using solely Vector 4187A is an example of the best-case scenario, giving both excellent adhesive properties and good die cut performance.
There are many approaches to formulating HMPSAs for label applications. In addition, there are many types of polymers that can be used to formulate HMPSAs. If die cutting is an important need for the application, then using Vector 4187A provides a very simple path to both excellent adhesive properties and good die cut performance.
For more information, contact the author at (225) 309-0229 or paul.dalley@tsrc-global.com, or visit www.tsrcdexco.com.
References
1. Yukihiko, S., Erello, J., Pressure-Sensitive Adhesives Based on Preferentially Tackified Immiscible Elastomers, U.S. Patent 5,290,842, March 1, 1994.
2. Ibid.
3. Lachat, J.B., et.al., Radial Block Copolymers and Adhesives Based Thereon with Improved Die-Cutting Performance, U.S. Patent 7,906,583 B2, March 15, 2011.
4. Gilbert, F.X., et. al., “Rheological Properties of Hot Melt Pressure Sensitive Adhesives Based on Styrene-Isoprene Co-polymers, Part 1: A Rheological Model for [SIS-SI] Formulations,” J. of Adhesion, 2003, 79:8-9, 825-852.
5. Cazenave, C., et. al., “Rheological Properties of Hot Melt Pressure Sensitive Adhesives Based on Styrene-Isoprene Co-polymers, Part 3: Rheological Behavior of Different Block Co-polymers with High Diblock Content,” J. of Adhesion, 2005, 81:6, 623-643.


