Investigation of Additives for MDI-based Composite and Binder Applications
This article explores the use of pMDI-based binder additive technology in wood composites, presented at the 2023 Polyurethanes Technical Conference and published with permission of CPI, Center for the Polyurethanes Industry.

image credit: BanksPhotos/iStock / Getty Images Plus
Polyphenylene polymethylene polyisocyanate (pMDI) has been widely used as a binder in the commercial production of wood composites such as oriented strand board (OSB). pMDI provides various physical and mechanical properties to the composite material and enhances its processability. Improved processability may include, for example, shorter pressing cycle times, which result in increased productivity.
These types of composite panels may be manufactured by introducing the binder, such as pMDI, into a rotary blender that contains wood particles. After the binder and the particles have been mixed, the mixture can be introduced into a mold or a press where it is subjected to heat and pressure to form the composite panel. One drawback with the pressing process, however, is that the press times can be long and high temperatures are typically required. Press time and temperature can be reduced using additives. However, with and without the use of additives, there are opportunities throughout the process for pre-cure to occur, which could negatively impact processing and performance of the resulting panels. The present technology attempts to address one or more of these issues.
This paper will disclose Momentive Performance Material’s recent developments in pMDI-based binder additive technology. These developments are focused on improving processing and performance of wood composite products produced through the use of MDI-based binders. Data will be presented showing improvements in processing and physical and mechanical properties through the use of additives. Processing experiments include the ability to reduce pMDI use level, reduction in press time, and reduction in press temperature. Key performance criteria investigated are moisture properties, bond strength, and flexural properties. OSB grades have set minimum specifications; thus, using these additives, the criteria for such grades may be met with reduction in the use level of binder resin as well as reductions in energy cost by lower temperature and time in the pressing process.
Introduction
Composite and engineered wood products are frequently used materials for construction and other purposes due to several advantages, including performance, ease of use, and production, cost, and availability of raw materials. The wood industry is vast and versatile, like the PU industry, with a variety of processes utilized to obtain specific functioning materials from OSB and plywood to wood-plastic composites and many other construction materials (1). Engineered wood products are one of the most important raw materials critical to durable construction (2). There are several efforts to utilize sustainable materials, reduce, reuse, recycle, and provide enduring products for the consumer (3) (4). With these efforts in mind, Momentive is providing solutions to enable more efficient processing for a more sustainable world. In continuation of previously reported latent catalysis research, Momentive has identified an additive composition for use in MDI-binder applications; specifically oriented strand board (OSB).
The focus within this communication will be on the processing of OSB and potential improvements therein along with analysis of the performance of the produced panels and comparison to state-of-the-art resins. Momentive’s developments are geared toward process improvement potential and the resulting product’s physical/mechanical properties. This paper will look at the process for OSB production and identify areas where an additive may bring some advantages. In addition to the process improvements, the resulting product should provide equivalent or improved properties, which in turn may provide further benefits to the producer and consumer.
In the following pages, we will demonstrate the performance of new additives in providing benefit to the process of OSB production as well as improvements in the physical and mechanical properties. At high use level of additive (10 – 40% by weight based on resin charge) improvements in water absorption, internal bond strength, and flexural properties are noted. Testable panels1 were produced at reduced press time and temperature and with variable resin loadings ranging from 2.5–5%. A second study at reduced use level reinforced the findings from the first study; specifically, the water absorption and flexural properties with the use of UAX-1319.
Glossary and Terms
- Bin life can be defined as the time elapsed after resin has been applied to strands and prior to the strands being formed and pressed.
- Internal bond strength (IB) is a measure of the inner bond quality/strength between the strands of the panel. This property is determined via a tension force applied perpendicular to the panel surfaces. ASTM D1037, Section 11 provides details on this test.
- Water absorption testing is conducted via ASTM D1037, Section 23. This test provides methods for determining the mass and volume of water absorbed by a wood-base panel specimen of known initial moisture content (MC). Water Absorption (WA) is either recorded as mass or volume (typically both) and then reported as a percentage increase with respect to the initial MC in the specimen. Less water absorption is preferred.
- Thickness Swell (TS) is a measurement of the thickness of the panel edge or at a point one inch to the interior of the edge and is reported as a percentage increase versus the initial thickness of the panel specimen. Less swelling is preferred and indicates less water absorption.
- Moisture Content (MC) refers to the total amount of water in a piece of wood or wood-base composite and is defined as the weight of water in the wood divided by the weight of the wood. As part of this work, the MC was determined in accordance with ASTM D4442, Method A – Primary Oven-Drying Method.
- Flexural properties that were measured via procedures outlined in ASTM D1037, Section 9 include the following: Modulus of Elasticity (E) and Bending Stiffness (EI) – Panel bending stiffness is the capacity to resist deflection and is represented in bending equations as EI. The E is the apparent modulus of elasticity of the material and the I is the moment of inertia of the cross section. Traditionally in the OSB industry, the units of EI are lbf-in.2 per foot of panel width.
- Modulus of Rupture (MOR) and Maximum Moment (MM) – Bending strength capacity is the maximum moment (MM). The maximum moment of a bending specimen is calculated as the extreme fiber stress of the material (MOR) multiplied by the section modulus (S). Traditionally in the OSB industry, the units of MM are lbf-in. per foot of panel width.
- (APA Test Method) D4 Moisture Cycle is a quality control method to accelerate bond degradation commonly used in the OSB industry. The single cycle is comprised of subjecting wood-base panel specimens to a vacuum-pressure soak and redrying. The specimens are then tested dry according to the appropriate test method. In this case, D4-cycled specimens were tested in bending per ASTM D1037 in the same manner as noted for determination of dry flexural properties.
- Retained Flexural Strength is a ratio of the bending strength (MM) of the cycled (D4) and uncycled (control) specimens.
Background
OSB process and areas of potential improvement
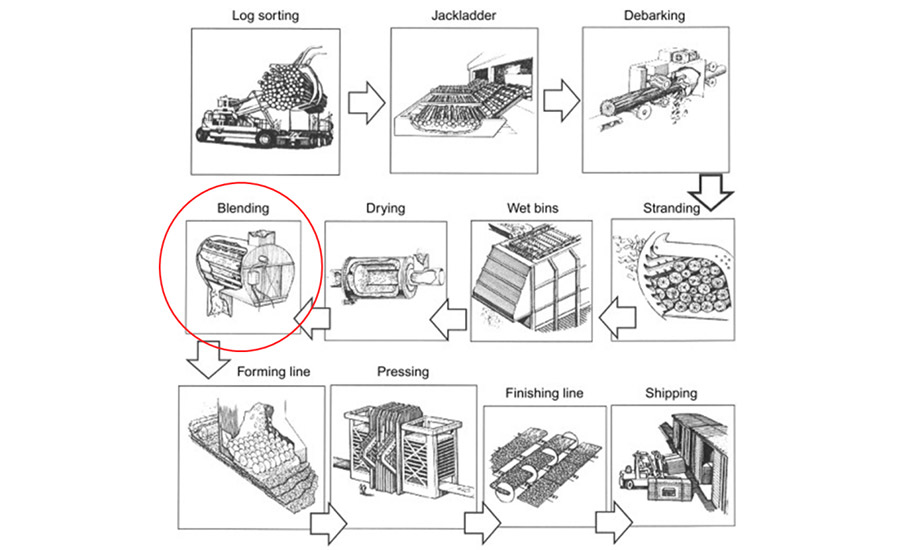
Momentive’s catalyst and additive portfolio includes a variety of options to facilitate the production of polyurethane foams. Recent developments have been in delayed action, thermally activated, isocyanate stable materials. This paper is a report of these endeavors and the performance thereof in OSB production. The general process for OSB production is outlined in Figure 1, where the introduction of the additive could occur at the blending stage to provide processing benefit after the addition of isocyanate binder. The additive can be introduced at the blending stage as a part of the binder resin (pre-blended) or the additive may be introduced separately through the spinning disc atomizer, before or after the isocyanate is introduced.
One potential benefit of a delayed action thermally activated additive can be gained during the blending and stranding process. Strands are introduced to the blender following drying. If the strands are not permitted to cool prior to blending, the reaction may be initiated too early in the process due to elevated temperatures rendering the resin inactive. Ideally, the additive is not active, remaining dormant, and the resin does not react until the strands reach the pressing stage.
Pre-cure occurs when the reactive species are initiated prematurely and prior to reaching the press, which will inhibit their ability to provide adhesion to the layers of strands potentially causing the integrity of the produced panels to be poor. During the forming process, pre-cure could occur due to elevated/sustained temperatures as well as if there are slowdowns in the process. The latter may be an issue with the use of "fast-cure" resins, which activate at or near ambient temperatures.
Other potential advantages of an additive include improvement in processing through reduction in process press time and temperature to increase efficiency and reduced energy consumption. The bin-life of the strands following blending is a critical parameter as well, which can be defined as the time the strands are held (in a bin) after treatment with resin in the blender prior to forming and pressing. The requirement is that the resin will remain unreacted and active for use at the time of pressing. As the resin sits on the strands in open air, it may begin to react. Delaying this process as long as possible is critical to producing the desired grade panel. Typical processing conditions during the pressing process are elevated temperatures (415℉/212℃) for 1.5–4 minutes. Some of these topics will be addressed throughout this paper relative to the use of Momentive’s new developments and their impacts on process modification, panel integrity, and physical/mechanical properties of hand-formed OSB panels.2
Additive Screening
Initial testing to identify additive compositions with desired reactivity profiles in elastomer formulations (Table 1) were conducted via viscometry using a Brookfield® viscometer (Figure 2). UAX-1319 and UAX-1360 were identified as potential candidates early in the screening process. The comparative example in this case, DMDEE3, provided very quick reactivity in the elastomer formulation. The viscosity build in this system was targeted to be more delayed than that of DMDEE and this was achieved through the formulations of these three new compositions.

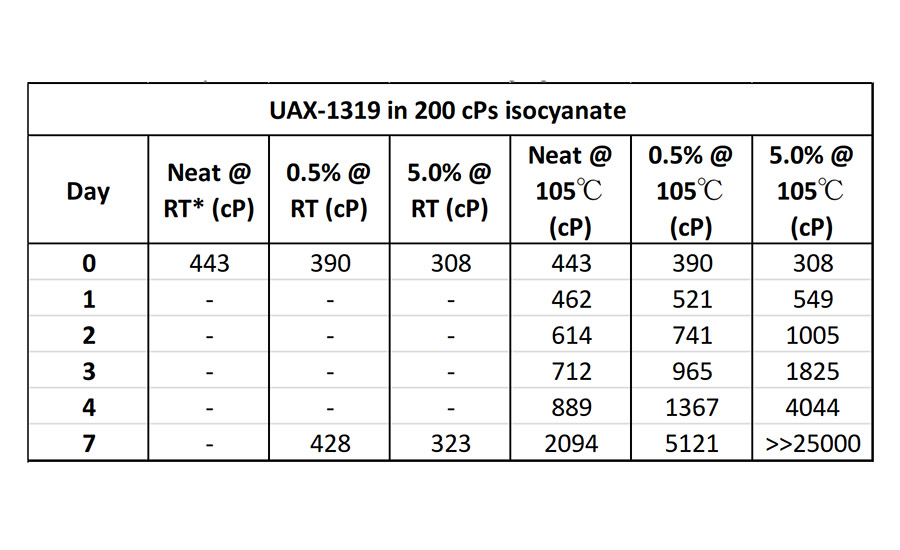
Once the potential compositions were identified, stability studies were conducted with high levels of the additive being charged to isocyanate followed by heating for extended periods to observe viscosity build (Table 2). The purpose of the additive is to facilitate reactivity of the isocyanate; therefore, some viscosity build is expected to occur particularly at elevated temperature. However, in the absence of pressure, water, and cellulose the viscosity build should not be excessive or too quick compared to isocyanate that does not contain additive.
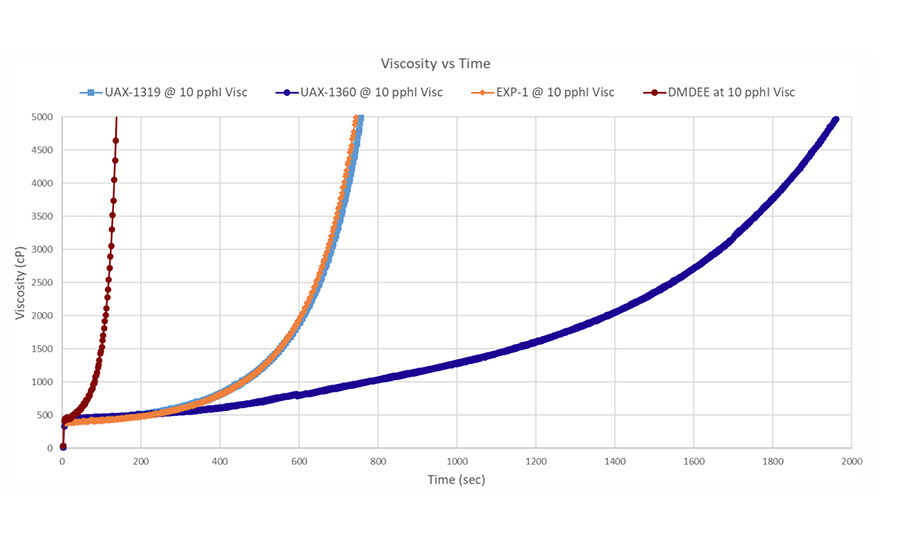
Table 2 shows the viscosity measurements of neat 200 cP isocyanate4 compared to samples of the same with UAX-1319 added at 0.5% b/w and 5.0% b/w isocyanate. After two days at 105℃, the viscosity build with the samples containing additive were just under three times that of the isocyanate without additive. The isocyanate without additive at ambient was approximately five times lower in viscosity than the heated sample after seven days. The sample containing 5.0% additive b/w isocyanate additive showed 10 times increase in viscosity after four days at 105℃. The sample loaded at 0.5% additive b/w remained liquid for up to seven days with a recorded viscosity of ~ 5121 cP. This study provided support for administering additive directly to the isocyanate if it would not be possible to third stream during the blending process.
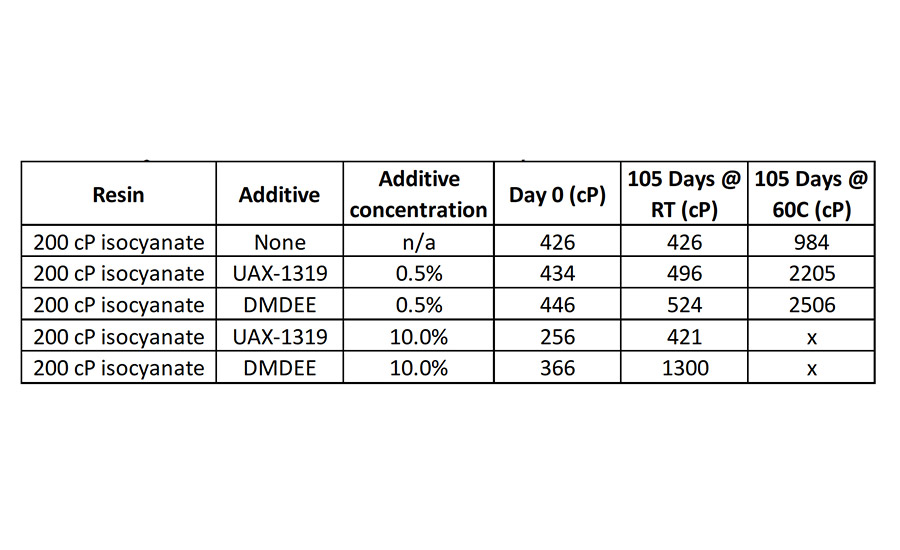
The UAX-1319 was also compared to DMDEE (Table 3) in 200 cP isocyanate resin at 60℃ for an extended period where there is limited viscosity build for each at 0.5% use level and at the 10.0% use level. UAX-1319, in the absence of heat, provides no appreciable increase in viscosity. This would indicate that UAX-1319 would be acceptable in similar storage and processing to that of DMDEE relative to the isocyanate employed. The accelerated aging equivalent for seven days at 105℃ is 5.6 years and 105 days at 60℃ is equivalent to 3.7 years at 23℃ determined by using Eq. 1, derived from the Arrhenius equation.
Eq. 1: TimeAcc = TimeRT / Q10^(T1 – TRT) / 10
Where TimeAcc is the time at elevated temperature (T1) to achieve equivalency of TimeRT. TimeRT is the shelf-life (time at room temperature) typically based on weeks, months, or years. Q10 denotes the reaction rate for every 10℃ increase in temperature above storage temperature; typically two for most plastics. Thus, the reaction rate doubles for every 10℃ increase. T1 is the elevated temperature chosen (60℃ and 105℃ in this study) and TRT denotes the chosen ambient temperature at which the material will be stored (23℃ in this instance).
Through these experiments it was determined that it would be interesting to look at these compositions in a binder application utilizing pMDI resin. To this end, several new compositions were tested in the processing and performance of OSB panels5.
Experimental
Proof of Concept in Application
Two OSB panel studies were conducted. The initial proof of concept study was conducted to identify potential processing improvements as outlined above. Physical property analysis was also conducted with a focus on the water absorption prevention, internal bond strength, and Flexural Modulus of the panels produced. The first step, however, was to utilize the new materials successfully in the production of a panel. Further studies would be utilized to explore the initial findings relative to the processing and properties of the resulting panels.
Study 16:
Six different sets of experimental conditions were investigated. For each condition/experiment noted, one blend of strands was utilized to produce three panels. The data provided in the tables is an average of the specimens from each of the three panels.
- EXP# 1: Standard Conditions: 415°F press temperature with a press time of 180 seconds (20 seconds off gassing), 0.5% additive load if used, 0.75% wax loading, and 5% MDI load.
- EXP#2: Press time reduction of 20–40 seconds (10–20% reduction from 180 seconds).
- EXP#3: pMDI reduction (5% to 2.5%).
- Exp#4: Press time and pMDI loading — combination of reduced press time (EXP#2) and reduced pMDI loading (EXP#3).
- EXP#5: Press temperature was reduced to 300°F, increase by 25°F until under-cure subsided.
- Exp#6: Variable introduction of additive — either by pre-mix with resin or separate addition.
Study 27:
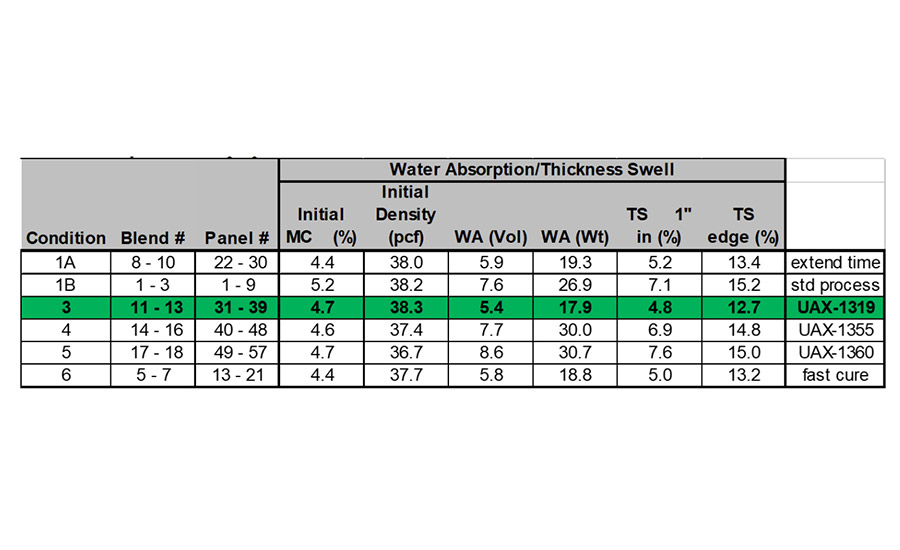
The second study utilized similar processing parameters focusing on the standard conditions of EXP#1 from the initial study. In this case six different conditions were utilized, centered around the standard process. For each condition/experiment noted three blends were prepared producing three panels each. The data for each parameter is an average obtained from the set of nine panels.
- Condition 1A: Standard conditions as noted with extended press cook time of 210 seconds (30 seconds longer).
- Condition 1B: Standard conditions repeated as noted above.
- Condition 3: Use of UAX-1319 in the standard process again at 0.5% use level relative to isocyanate mass.
- Condition 4: Use of UAX-1355 in the standard process at the reduced use level (0.5%).
- Condition 5: Use of UAX-1360 in the standard process at the reduced use level (0.5%).
- Condition 6: Use of fast-cure pMDI resin — same level as EXP#1.
Resin Blending, Stranding, and Pressing Process
Aspen wood strands were utilized for both studies. Typical wood type for this process is Aspen or yellow pine. Strands were received at ~5% moisture content and adjusted during blending to 8–10% moisture content. The strands were charged to the resin blender, followed by water to achieve the desired moisture content. Wax was then administered through the same atomizing apparatus (0.75% based on wood mass for all panels, both studies). Isocyanate was charged (5% based on weight of strands) via spinning disc atomizer (separate from the water/wax atomizer). The additive was then charged via atomizer (same as pMDI) at a level of 0.5%–1.0% based on wood mass8. Some experiments were conducted to gauge the performance difference of blending catalyst with isocyanate prior to adding to the blender. The strands were not dried prior to blending and were maintained at 70℉ (21℃/ambient).
One blend was prepared for each experimental condition to produce three panels per condition for triplicate analysis in study 1. Study 2 utilized three blends per condition, three panels per blend, for a total of nine panels per condition. Each blend was removed from the blender, weighed to appropriate mass to achieve a density of ~38 pcf, and then hand formed. The rough strands were placed in the press at 415℉ (212℃) for 180 seconds (20 second degas) under standard conditions. These variables were modified in various experiments.
The noted standard conditions were based on "normal" operating parameters at a typical mill. The variables investigated included the use of additive, additive level, pMDI level, press temperature, press time, and separate/mixed additive introduction. All blends were conducted in a 5'x10' blender with atomizer speed of 8700 rpm having two rows of holes at 0.180" diameter. Resin was introduced at 500 mL/min (5% loading), 300 mL/min (2.5% loading), and additive was introduced at 100 mL/min.
Four experimental materials UAX-1319, UAX-1342, UAX-1355, and UAX-1360 were the subject additives. UAX-1342, UAX-1355, and UAX-1360 are further developments based upon UAX-1319, with modified structures and compositions to attenuate performance. No use of additive was the control/comparative example in study 1; and in study 2, a non-additive experiment was repeated in addition to a "fast-cure" comparison experiment. DMDEE was utilized in a subset of experiments as a second comparative example in study 1.
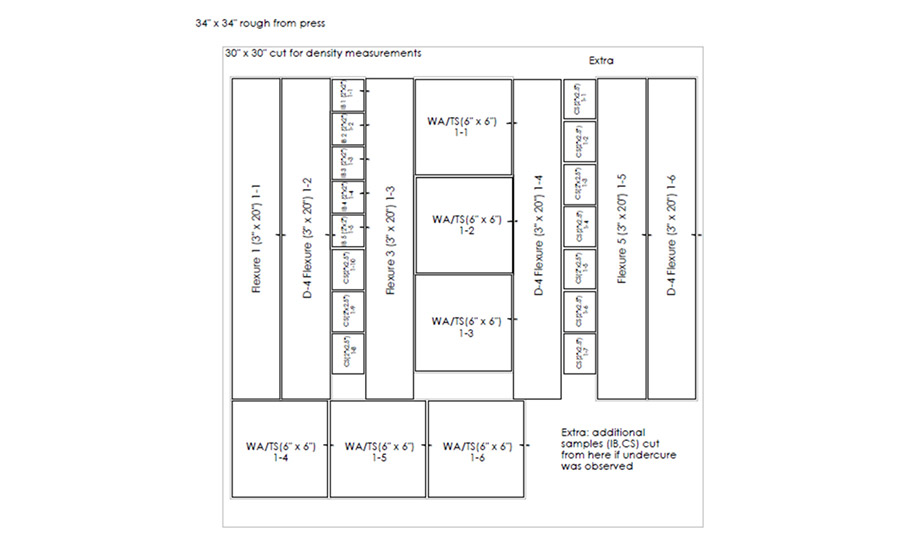
After pressing, the panels were dressed (34"x34" rough from press) and cut to standard size 30"x30" targeting a thickness of 23/32" and a density of 38 pcf. Two separate cut patterns were used (Figures 3 and 4). The first set of data was obtained using cut-pattern #1 and the second study was similar with an increase in internal bond (IB) strength data points. Findings from the initial study, outlined in detail below, were that the new additives positively impacted the IB, water absorption/thickness swell (WA/TS), and flexural properties; specifically, the latter when subjected to the D4 moisture cycle. These findings prompted an emphasis on a larger number of data points for IB analysis to ensure statistical relevance for all data obtained.

Results and Discussion
Due to the volume of information, two of the five main experiments from study 1 will be discussed in detail by analysis of the data obtained for each set of experiments following a general overview of the processing findings with and without the use of additives. The first parameter examined will be water absorption and thickness swell, followed by the internal bond strength (IB), and, finally, the findings relative to flexural properties are examined. Discussion of the results from the second study will be addressed by exploring the physical property parameters like that of study 1 with a direct comparison between each of the conditions and the performance of the panels obtained under the noted processing conditions. All data collection and specimen testing followed ASTM D1037-1211.
Experiment Overview: Processing
Each of the experimental parameters have been outlined above. Under the standard processing conditions (EXP#1), there were no noticeable processing issues with or without the use of additives. Experiment #2 provided some differentiation where a press time reduction to 140 seconds resulted in lower quality panels suffering from under cure. At 150 second press time, the panels still showed some under cure; however, with the additive UAX-1319 provided some improvement vs. no additive used. At 160 seconds press time, panels were able to be produced with and without the use of additives. Thus, a minimum press time of 160 seconds was utilized for press time reduction experiments.
The third experimental set (EXP#3) utilized a reduction in pMDI resin level from 5% to 2.5% relative to the mass of wood strands used. Here, we see no major impact on the processing, but the physical/mechanical properties were impacted particularly with the use of standard catalyst (DMDEE). The use of additive UAX-1319 and others did show improvement vs. not using the additive on certain properties such as water absorption prevention.
Experiment #4 included a combination of reduced press time and reduced pMDI loading when the 160 second press time minimum was utilized at a 2.5% pMDI loading. Here again, no processing issues were observed. However, the physical/mechanical properties were shifted due again to higher degree of under cure in the absence of additive. Standard Catalyst (DMDEE) was not compared in this study due to the issues noted with the reduced press time and typical pMDI loading.
The final experiment, #5, explored press temperature minimum at 180 second press time. The press temperature was set at 300℉ (149℃) and increased by 25℉ until under cure subsided to identify the minimum temperature for panel production. The minimum temperature was determined to be 375℉ (191℃) and only the UAX-1319 and non-additive processes were examined here. Experiment # 6 was incorporated into only a few of the noted experiments to compare the performance of the same additive UAX-1319 being added separately or as a premixed material with the pMDI and is noted as such in the tables.
With the utilization of the near standard processing conditions in study 2, all the panels produced were testable12 and there were no major processing issues. The learnings from the second study were gleaned from the physical property data and comparison of each of the 6 different conditions and their impact on the ultimate performance of the panels during testing. The following summaries for study 1 are specific to Experiment #1 and #3 and the entirety of study 2 is described (Conditions 1A – 6).
Study 1 Results
Water absorption (WA) and thickness swell (TS) data Summary: EXP#1 and EXP #3 highlighted.
Analysis of the data shows that the use of the additive provides improvement in WA/TS properties; particularly when pushing the processing limits to reduce energy cost and improve efficiency. The pMDI level of 5% is typically utilized in high-end panels when the need for water absorption prevention is high. The lower level of 2.5% is a closer approximation to a minimum use level for OSB panel production; however, lower levels of resin are utilized in industrial production of OSB. Thus, examination of the latter parameter through the lens of water absorption may provide insights into the benefits of the additives. Density will also impact the water absorption properties as an extension of the binding properties. A properly bound panel may prevent the absorption of water more so than a poorly bound or under cured panel. In general, the density target of 38 pcf was achieved and all panels were considered comparable.

The WA/TS data for experiment #1 are noted in Table 4. Under the standard processing conditions, panels were produced without issue. The moisture properties on analysis of the test specimens show comparable initial MC; however, the TS was slightly improved over the non-additive panels and the amount of moisture taken into the specimen was also reduced with the use of additives UAX-1319 and UAX-1342.
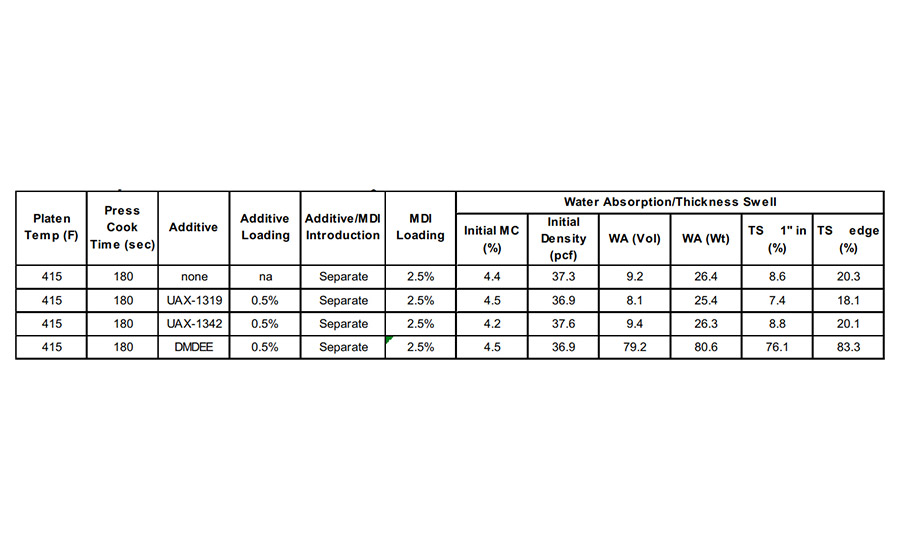
The WA/TS data for experiment #3 are noted in Table 5. Reducing the pMDI load from 5% to 2.5% had a negative impact on the moisture properties when comparing to the standard conditions (EXP #1). In this case, the UAX-1319 and UAX-1342 performed similar to, or better than, the panels without additive. The use of DMDEE at this level was not beneficial for preventing water absorption.
Table 6 shows the summation of the data obtained for WA/TS analysis. The data supports a deeper look at these additives because their positive impact on water properties is noticeable even at reduced press time and temperature.

Table 6 also notes that the introduction of the additive, whether via combination with isocyanate ahead (row 4, 16) or via separate stream, did not make a marked difference in performance.
Internal Bond (IB) strength data Summary: EXP#1 and EXP#3 highlighted.
The IB data for experiment #1 are noted in Table 7, where we can see that UAX-1319 provides substantial improvement in IB strength vs. no additive under these processing conditions. The same panels produced with UAX-1319 and UAX-1342 also provided improvements in WA/TS. The retained flexural strength, a ratio of MM obtained from D4 cycle to that of MM dry, is substantially greater for panels produced using the additive as well.

The IB data for experiment #3 are noted in Table 8. The UAX-1319 and UAX-1342 perform well compared to the standard processed panels and are greatly improved over the performance of DMDEE at the same level. The decreased pMDI load reduced the IBs by ~44% in the case of UAX-1319 and ~25% in the case of UAX-1342, with the standard processed panels without additive being reduced by ~40%.
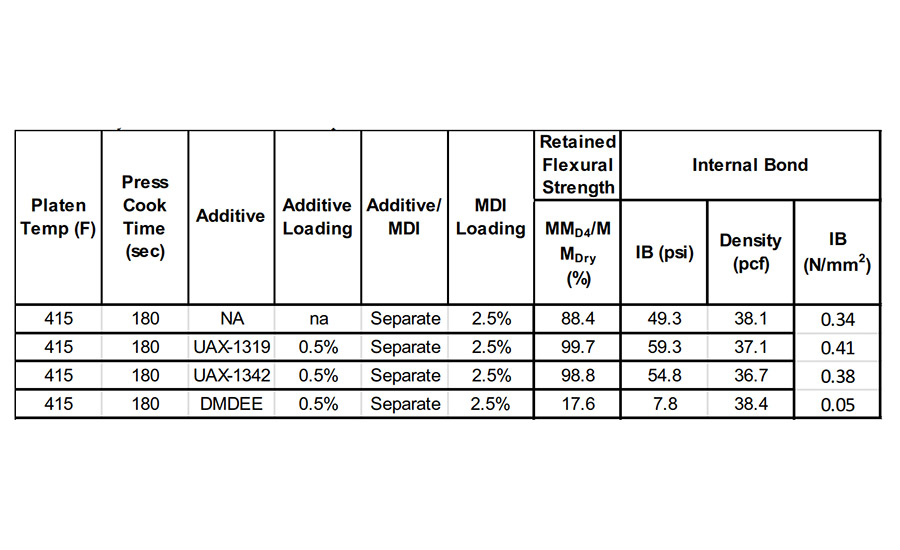
Table 9 provides a summary of the IB data for all experiments. In general the panels produced with the experimental products outperformed the panels produced without the use of additives. DMDEE at these use levels was detrimental to the panels’ physical/mechanical properties.
UAX-1319 provides improved IB strength under all variables at a minimum of ~50 psi except for EXP#4 and EXP#5 where IB strengths of 43-48 psi were achieved. OSB grades have voluntary set minimum specifications (6). Thus, using these additives, the criteria for such grades may be met with reduction in the use level of binder resin as well as reductions in energy cost by lower temperature and time in the pressing process.

Flexural Properties data Summary
The flexural data for experiment #1 are noted in Table 10. This analysis shows that the panels produced with the use of additives provide comparable flexural properties to that of panels produced without additive however slightly lower. The most interesting property noted is that of the retained flexural strength, a ratio of the maximum moment following D4 cycle to that of maximum moment of dry specimens, where UAX-1319 and UAX-1342 provide improvement over the non-additive panels. Typical minimum requirements for retained flexural strength in OSB are >75%. The nonadditive panels meet this criteria; the panels produced with additives UAX-1319 and UAX-1342 providing values of 91.5% and 95.5%, respectively, a substantial improvement.

The retained flexural strength noted indicates that the additives may be providing benefit and, under circumstances where the conditions for processing are more difficult i.e., lower resin loads or reduction in press time and temperature, the required physical/mechanical properties may be obtained. The summary table, Table 12, shows the flexural properties following the D4 moisture cycle.
The flexural data for experiment #3 are noted in Table 11. This is an experiment under which the conditions are more extreme. The use of 5% pMDI may be considered for use in a more demanding application where water absorption prevention and improved strength of panel are required. Here, we see that we may be able to obtain comparable physical/mechanical properties to that of the panels produced with higher resin levels with the use of additives such as UAX-1319 or UAX-1342. Again, properties are comparable for nonadditive panels to those using the experimental additives with the UAX-1342 standing out with slight improvement in MOE and MOR. Both the UAX-1319 and UAX-1342 provide excellent retained flexural strength. The panels produced with the use of DMDEE as additive again did not provide any benefit at the same use level as the experimental additives.

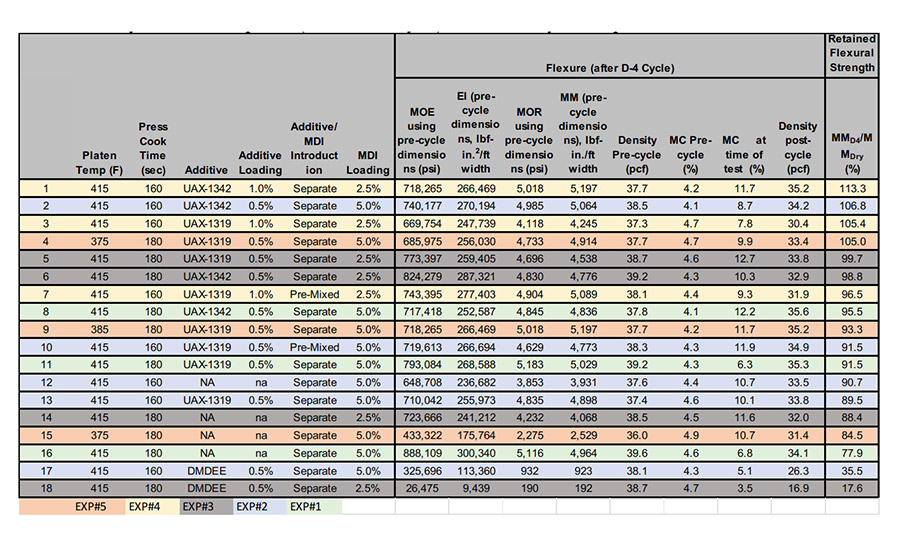
Table 12 provides a summary of flexural properties for the panels after D4 cycle. Noting previously that the retained flexural strength was improved with the use of additives UAX-1319 and UAX-1342, this table shows the marked improvements in MOE and MOR as well as the retained flexural strength; particularly in those cases where the processing conditions were more stringent. Both UAX-1319 and UAX-1342 outperformed the nonadditive panels in nearly every case. Example 13, where UAX-1319 did not exceed the retained flexural strength of that of the nonadditive panels includes data from panels produced at 140℉ (60℃) and 150℉ (66℃) press temperatures, further exemplifying the improvements provided by the additive with a retained flexural strength of 89.5%.
Study 1 summary
We have shown that the use of additives UAX-1319 and UAX-1342 provide improvements in WA/TS properties, IB properties, and flexural properties in the production of oriented strand board. Processing conditions were modified to test the limits and capability of the additives in comparison to that of a typical additive (DMDEE) and panel production processing without additive. Under standard conditions, the additives provided benefit in moisture properties, IB, and retained flexural strength. Marked improvement is noted when the processing conditions are modified to reduce resin levels, press temperature, and press time. The results of experiment #4 in the summary table show improvements with both press cook time reduction and resin reduction when the catalyst load is increased to 1.0% b/w relative to the wood strand mass13. In the next section, we visit these topics with lower use levels of additive and compare to state-of-the-art fast-cure binder resins.
Study 2 Results and Discussion
The first study provided convincing proof of concept relative to the potential utility of the additives in processing OSB and the resulting performance advantages with respect to WA/TS, IB, and flexural properties. The standard catalysis (DMDEE) did not perform as good as the new additives and under the more difficult conditions of low temperature, reduced time at temperature, and reduced pMDI levels, the additives provided acceptable panels comparable to or improved over non-additive panels in most experiments.
The second study was initiated to identify performance advantages relative to a current state-of-the-art, "fast-cure" binder resin by comparing the properties of panels produced without additive at extended press time.
Condition 1A with extended time in press was intended to confirm that an increase of time in press would not provide the same results as additive UAX-1319. Condition 1B is a repeat of the standard conditions used in study 1. Conditions 3-5 are demonstration of the additives performance for comparison to conditions 1A, 1B, and 6. Condition 6, as noted above, was the state-of-the art comparative example.14 One major change invoked in the second study was the decrease in the use level of the additive from 10-40 wt% relative to isocyanate (0.5 wt% relative to total mass) to 0.5 wt% based on isocyanate mass, equating to ~0.025 wt% of additive based on total mass.
In the first study at the elevated use level, TS improvements up to 18% were noted compared to panels produced without the additive. Water absorption reduction improved up to 5% over no-add panels with notable improvements under the more extreme conditions such as lower temperature, shorter press time, and reduced resin load. IB data improved by 25% vs. panels produced without additive with notable improvements under the more extreme conditions. Flexural properties improved up to 22% with the use of additive compared to no-add panels.
The physical property results from study 2 are detailed below. Table 13 is a summary of the data. Comparison between each of the conditions follows in subsequent tables where each of the results are compared directly to standard process panels (Condition 1B), extended press time panels (Condition 1A), and panels produced via fast-cure resin (Condition 6). We will show that the additives provide advantages in moisture and flexural properties as well as bond strength.

UAX-1319 is highlighted as the standout additive; however, UAX-1360 also provides some benefit with respect to retained flexural strength and IB performance. UAX-1355 did not perform as well as either of the other two additives in this study.
Table 14 provides further detail regarding the moisture properties and highlights, again, that UAX-1319 performance, which provides substantial improvement over the standard process panels, outperforms the fast-cure resin by 3.1%.
In this analysis, the UAX-1355 and UAX-1360 do provide improvement when compared to the standard process panels; however, they did not provide improvement when compared to extended press time and fast-cure resin.
Flexural properties were obtained with the use of dry panels as well as panels that were subjected to the D4 cycle.

Data obtained with dry panels is shown in Table 15. UAX-1319 provides improvements versus the extended cure and fast-cure resin panels in nearly all aspects of the flexural properties; density and moisture content are the most consistent across all conditions. The standard process panels (Condition 1B) do show a slightly higher MOE and MM, but these panels also exhibited poorer moisture properties. This performance is noticeable again in the D4 cycle (Table 16) when the panels from condition 1B have slightly higher MOE and EI values. In this case, though, the poorer moisture performance is noticeable where 1B panels increased in moisture content (MC) by a larger percentage than did the other panels.

The MOR data obtained using UAX-1319 is again a marked improvement over that of the extended press panels and the fast-cure resin panels. Retained flexural strength is comparable for all conditions.
Bin life data from study 2
As noted in the introduction and background discussion, the bin life is a critical parameter for panels produced with pMDI resin particularly those produced with ‘fast-cure’ resins as the strands typically do not go directly to the press from the blender (refer to Fig. 1). Often the material may be held in a bin following blending. As noted above, the panel production process for each condition was executed in triplicate. One blend of strands provided material to produce 3 panels. Each condition was conducted three times producing 9 panels in total, 3 panels per blend. During the production process, the strands allocated to panels 2 and 3 for the blend will remain in the bin until needed. Condition 3 identified timing for the process with the use of UAX-1319 (Table 17). We did not extend the time in the bin to further test and identify bin life. All panels processed were comparable in density and properties and some of the data for panels 34-36 are also noted (Table 18).
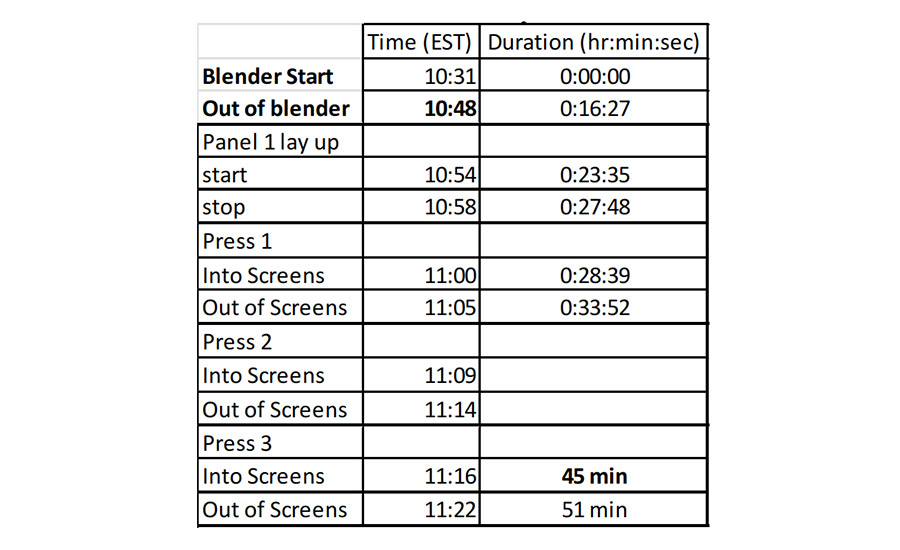
The timing for the process to produce three panels was 45 minutes from start of blending to initial pressing of the final panel. Resin addition occurred 5 minutes after starting the blender. Thus, a Bin life minimum may be estimated at 40 minutes.

The thickness and density variation of the panels indicates consistency in the process at a bin life of 40 minutes.
Conclusion
Oriented Strand Board is a frequently used material for construction. An additive composition has been identified that provides observed benefits in water absorption and thickness swell prevention along with potential benefits in processing including press time and press temperature reduction at use levels as low as 0.5% b/w resin. These benefits, demonstrated above, include 16% improvement in moisture properties (WA/TS) and improvements in Flexural properties such as MOR up to 17% when compared to properties of panels produced under similar conditions without additive as well as noticeable improvements when comparing to a fast-cure resin. The use of additives such as UAX-1319 can provide OSB production processing improvements resulting in cost savings for production facilities.
The additive that stands out in most cases is UAX-1319 because it provides improvements in most properties. The IB results were affected by reduction in use level in the second study; however, the moisture and flexural properties remained at a reduction in use level of three orders of magnitude. All the additives show stability when combined with isocyanate for extended periods of time and at elevated temperature in the absence of moisture even at levels well above 0.5% b/w resin. Furthermore, the performance of the new additives compared to DMDEE at the same use level in Study 1, and compared to a fast-cure resin in Study 2, showed benefits that can be gained in mechanical/physical property performance in addition to processing and potential cost savings.
Further studies focused on performance of these additive compositions continue. Spectroscopic analysis of panels may provide some insights into the degree of covalent bonding occurring and further studies investigating the required moisture level of the strands may also provide further cost savings benefits through reduced water consumption or through reduction in utility cost with reduction in dryer use. The full extent of the advantages that these additives may provide continues to be explored.
Learn more about Momentive Performance Materials Inc. at www.momentive.com/en-us.
Acknowledgements
The authors acknowledged Brandon Doss, technician, Momentive Performance Materials Inc., and the Advanced Structure and Composites Center at the University of Maine.
"Investigation of Additives for MDI-based Composite and Binder Applications" 2023 Polyurethanes Technical Conference 25-27 September 2023, San Antonio, TX, USA, Published with permission of CPI, Center for the Polyurethanes Industry, Washington, DC.
Endnotes
1. Testable panels were noted as not having any visual defects and the adhesion of the strands was complete without delamination.
2. Hand-formed panels are not oriented. Orientation impacts the bending properties.
3. 4,4’-(Oxydi-2,1-ethanediyl) dimorpholine (Dimorpholinodiethyl ether).
4. The isocyanate used in all experiments was a pMDI with 2.7 functionality, equivalent weight of 134, and viscosity avg. of 200 cP at 25℃ with viscosity growth rate of 10 cP/month.
5 Panels were produced and tested at the Advanced Structure and Composites Center at the University of Maine.
6 All experimental additives and DMDEE were charged based on wood mass in Study 1.
7 Experimental additives charged based on isocyanate mass.
8 These levels corresponded to a range of 10-40% additive based on MDI mass charged.
9 Provided by Advanced Structure and Composites Center at the University of Maine.
10 Provided by Advanced Structure and Composites Center at the University of Maine.
11 Conducted by Advanced Structure and Composites Center at the University of Maine.
12 Testable panels were noted as not having any visual defects and the adhesion of the strands was complete without delamination.
13 Additive use level with respect to resin in this case is 40%.
14 The ‘fast-cure’ resin was obtained and used as a blind experiment.
References
1. APA - The Engineered Wood Association. [Online] 2023. [Cited: April 15, 2023.] https://www.apawood.org/technical-research.
2. Kumar, Ranjana Yadav and Jitendra. Engineered Wood Products as a Sustainable Construction Material: A Review. [ed.] Meng Gong. Engineered Wood Products for Construction. s.l. : IntechOpen, 2022, 2.
3. Natural based polyurethane matrix composites reinforced with bamboo fiber waste for use as oriented starnd board. Mariana Dias Machado Lopes, Magno de Souza Padua, Juliana Peixoto Rufino Gazem de Carvalho, Noan Tonini Simonassi, Felipe Perisse Duarte Lopez, Henry A. Colorado, Carlos Mauricio Fontes Vieira. 2021, Journal of Materials Research and Technology, pp. 2317-2324.
4. Recent progresses in wood-plastic composites: Pre-processing treatments, manufacturing techniques, recyclability and eco-friendly assessment. Ammar H. Elsheikh, Hitesh Panchal, S. Shanmugan, T. Muthuramalingam, Ahmed. M. El-Kassas, B. Ramesh. s.l. : Cleaner Engineering and Technology, 2022, Vol. 8.
5. Nishimura, T. Chipboard, oriented strand board (OSB) and structural composite lumber. [ed.] Martin P. Ansell. Wood Composites. s.l. : Elsevier Ltd, 2015, 6, pp. 103-121.
6. National Institute of Standards and Technology and U.S. Department of Commerce. Performance Standard for Wood Structural Panels. s.l. : National Institute of Standards and Technology, 2019. PS 2-18.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!






