Since their first commercialization in the 1960s, styrenic block copolymers (SBC) have been the focus of continuous new developments for applications including adhesives, compounded rubber, footwear, thermoplastic-polymer modification, asphalt modification, motor oil additives, films and coatings.
And it's no wonder. SBCs are synthesized via anionic polymerization, which allows a high degree of precision in engineering molecular architectures. So far, more than 600 patents in the United States and more than 3,200 patents in countries outside the United States have been issued for KRATON polymers, their manufacturing processes and their product applications. More than 80 of those are in the area of pressure sensitive adhesive (PSA) applications.
Two innovative crosslinking methods to be discussed here -- one with a chemical crosslinker, the other with radiation -- have been developed by KRATON Polymers to significantly increase the temperature resistance of PSAs, opening the door to much broader applications for PSAs including under-the-hood uses and other environments where resistance to high temperatures is crucial.
Historically Speaking
PSA applications were first developed using styrene-block-isoprene-block-styrene (SIS) and styrene-block-butadiene-block-styrene (SBS)1. Because these block copolymers act as crosslinked rubber in the solid state but are thermally processable, they were perfect candidates for hot melt adhesive developments. Unlike natural rubber, these SBCs could be formulated and applied without the use of solvents or crosslinking agents -- hence they were environmentally sound solutions. That same network structure gives SBCs their high cohesive strength, similar to that found for chemically vulcanized rubbers.But because these crosslinks are physical rather than chemical, they are reversible. When the polymer is heated to above the glass transition temperature (Tg) of 90?C of the polystyrene end-blocks, the crosslinks are released, and the polymer will flow like a thermoplastic. When the polymer is dissolved in a solvent, it can be processed as a relatively high-solids-content solution. When the polymer cools after melt processing, or the solvent evaporates from a solvent cast film, the polystyrene end-blocks regain their integrity, and the polymer becomes strong and elastic again.
The Problem
As previously noted, SBCs are widely used in adhesives and sealants where they bring the advantage of processing as high-solids-content solutions or as solvent-free hot melts2. However, two areas where SBCs cannot be used are in high-temperature applications and in applications where resistance to solvents or polyvinyl chloride (PVC) plasticizers is required. As the temperature at which the product will be used approaches the Tg of the polystyrene end-blocks, the domains soften, and the product loses cohesive strength. Or as a plasticizer migrates into the polystyrene domains, the Tg decreases, leading to a loss of cohesive strength. To be useful in these applications, it is necessary to crosslink the SBC chemically with a crosslinker or by radiation so that the product no longer depends exclusively on the domain structure for cohesive strength.Use of a Crosslinker
The first of the crosslinking methods covered in this article demonstrates that high temperature resistance can be improved for adhesives and sealants based on an acid/anhydride functionalized polystyrene-hydrogenated polybutadiene-polystyrene block copolymer by adding aluminum acetylacetonate (AlAcAc), a white powder with a melting point of 193?C, to crosslink the polymer.SBCs that have a hydrogenated polybutadiene (SEBS) or hydrogenated polyisoprene (SEPS) midblock, are much more difficult to crosslink than their non-hydrogenated analogs because they are much less reactive. SEBS polymers to which a small amount (typically 1%w to 5%w) of maleic anhydride (MA) has been grafted are commercially available. This acid/anhydride functionality can be used for crosslinking reactions. For curing reactions that will be accomplished in a bake system, these SEBS/MA polymers can be cured with a variety of crosslinkers such as melamine resins, epoxy resins or blocked isocyanates. But the use of AlAcAc, a metal chelate, as a crosslinker for ambient temperature cure of SEBS/MA polymers has enhanced high-temperature performance in PSAs, sealants, modified waxes, modified asphalt and oil gels.
The desired effects of crosslinking are to increase upper service temperature and to improve solvent resistance of the adhesive. Standard industry tests for various applications have been administered, with the following results:
Solvent resistance was improved with increasing concentrations of AlAcAc; tack and peel were not significantly affected. Because the crosslinking reaction proceeds quickly at room temperature, the AlAcAc must be kept from the adhesive until just before the adhesive is to be coated onto the backing. So, it may be necessary to use this approach as a two-component system.
Shear adhesion failure temperature (SAFT) and solvent resistance were improved with increasing AlAcAc concentration. Studies suggested that pot life of these reactive hot melts could be at least three hours at 175?C. However, pot life must be studied carefully before considering these reactive hot melt adhesives for practical applications.
Including dioctyl phthalate (DOP) in the adhesive caused a drastic drop in SAFT and shear. By crosslinking with AlAcAc, SAFT was restored to the level of the PSA with no DOP, and enough cohesive strength was restored that the PSA could be peeled cleanly off the steel panel in a 180? peel test.
Since sealants based on SBCs are thermoplastic, formulating for good performance at elevated temperatures has always been a challenge for the formulator. At temperatures around 70?C, the sealants soften and simply flow out of the joint. This problem (see table) can be minimized or eliminated by crosslinking the sealant. The non-crosslinked formulation containing 20%w polymer had marginal slump resistance at 70?C and was completely unsuitable for use at 100?C or 130?C. Addition of 1.0%w AlAcAc eliminated the slump at 70?C and inhibited it significantly at the elevated temperatures, while the non-crosslinked formulation containing 30%w polymer performed well at 70?C but very poorly at 100?C and 130?C. Addition of 1.0%w AlAcAc nearly eliminated slump at temperatures of 130?C.
Crosslinking by Radiation
While the thermoplastic character of KRATON Polymers' SBCs offers hot melt processing not possible with vulcanized rubbers, it also prevents SBCs from being used in products or applications requiring performance at elevated temperatures. Typical examples of applications where thermoplastic PSA cannot be used include inkjet-printable labels and industrial tapes for the automotive industry where the final product is required to resist at least transient high temperatures.The need for higher temperature resistance translates to a higher crosslink density of the polymer network. This can be achieved either by using a crosslinker, noted above, or radiation-initiated crosslinking. The latter has the benefit of good process control.
Initially, research focused on linear SIS polymers. Radiation exposure of polyisoprene, however, leads to two competing reaction paths: crosslinking and chain cleavage. In addition, both electron beam (EB) and ultraviolet (UV) light curing required nitrogen blanketing and higher energy doses. In the end, it was hard to find the appropriate balance between cohesive strength and tack.
The next step for radiation-curable styrenic block copolymers3 was a branched-structure polymer that compensated for the competing chain cleavage in the radiation-crosslinking step. Some chain cleavage led to increases in tack while maintaining the mechanical integrity of the polymer. As a result, a good balance of adhesive properties was achieved, but nitrogen blanketing was still required since the crosslinking was inhibited by oxygen, leading to lower productivity.
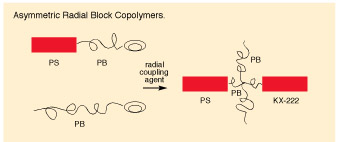
One innovative step was the move from isoprene rubber midblocks to butadiene midblock-based materials. This SBS (see figure) has the inherent benefit of a butadiene rubber. During irradiation, the crosslinking reaction dominates. Also, the adhesive properties are well-balanced, no nitrogen blanketing is necessary and productivity is high. A UV line for example can be run at 200 m/min with acceptable coating weights. In other words, productivity is not compromised by process restrictions requiring lower coating weights or longer irradiation times.
Most polymer technologies can be processed on existing commercial hot melt lines fitted with an extra irradiation unit. In most cases, conventional hot melt production can be run on the same line. So, high-performance formulations requiring irradiation may be produced on demand with minimal capital investment. The implication for the coater and formulator is striking. They can make use of existing technology and formulation know-how to penetrate market segments not available to them prior to such advancements.
Environmental Considerations
Thermoplastic elastomers such as KRATON Polymers have an inherently low molecular weight compared to thermoset rubbers. Therefore, hot melt processing is a directly available technology. And when the environmental impact is considered, this is a preferred processing route. In today's adhesive market, dispersions and emulsions have the biggest market share in volume (40 percent in 1998) followed by hot melts (15 percent) and solvent-based adhesives (14 percent) according to a survey published by FEICA4.Every processing technology has its merits. Waterborne PSAs are usually economical to purchase and commonly employed in packaging tape and label applications. Solventborne PSAs are based on a mature technology stemming from natural rubber systems and now include high-performance acrylates. Today, the high end of the tape market is dominated by the high-performance acrylates. Hot melt PSAs usually have low processing costs and the lowest emissions of all adhesive systems.
Generally, hot melt adhesives do not require a carrier solvent, so transportation costs are reduced by a factor of at least two. It requires less (often no more than 10 percent) plant space than required by solventborne and waterborne technologies. Investment is simply limited to a coating line. Because emissions are usually low, no further environmental investments need be made, such as water-treatment units. Because solvent removal is not required, the productivity and throughput of hot melt processing is superior to either of the other processes. Typically, hot melt units produce twice the amount of finished product with the same number of personnel normally required in solventborne or waterborne units, which doubles productivity.
Each crosslinking technology provides specific advantages to the processor. Acid/anhydride-functional SEBS polymers can be chemically crosslinked with AlAcAc, converting the polymer from a thermoplastic to a thermoset. While crosslinking SBCs using a crosslinker has potential applications in solvent-based PSA, hot melt PSA, sealants, modified waxes and other applications that lend themselves to high-temperature uses, crosslinking through radiation curing is cost-efficient and provides increased process control when curing thin films.
References
1 Holden, G., Legge, N. R., Quirk, R., Schroeder, H. E. (Eds), Styrenic Thermoplastic Elastomers, 2nd Ed., Hanser Publishers, New York (1996).2 Skeist, I. (Ed.), Handbook of Adhesives, 3rd Ed, Van Nostrand Reinhold, New York (1990).
3 J.R. Erickson, "Experimental Thermoplastic Rubbers for Enhanced Radiation Crosslinking of Hot-Melt PSAs," 1985 Hot Melt Symposium, TAPPI Proceedings, p. 1.
4 FEICA Handbook, The European Market, Adhesive Technology, December, 1999, p. 53.
Acknowledgements
David St. Clair, senior staff research chemist at KRATON Polymers, conducted the primary research into the chemical-crosslinking process cited in this article. Further, the author would like to thank J.W. Higgins for the preparation and testing of the chemical-crosslinking compositions discussed in this article, and Noel De Keyzer, Xavier Muyldermans and Martine Dupont for their contributions to this article.Additional information on SBS crosslinkable polymers is available from Kraton Polymers, PO Box 61070, Houston, TX 77208-1070; phone toll-free 800-4KRATON or 832-204-5400; fax 832-204-5460; e-mail info@KRATON.com; or visit www.KRATON.com. Or Circle No. 66.




