Advances in EB-Curable Adhesives and Coatings for Flexible Packaging

Concern for lower-cost packaging solutions, a desire for increased productivity and manufacturing flexibility, and an ongoing demand for increased finished-product quality and safety are driving the current interest in electron beam (EB) technology in the flexible packaging industry1.
EB curing was first used commercially over 40 years ago for the curing of polyethylene (PE) for wire and cable applications. The technology has also been utilized for the crosslinking of polyolefin films. Until recently, however, there has been little involvement in the adhesives industry except for some reported use in the area of pressure sensitive adhesives for tape. Today, however, EB curing is currently under evaluation and feasibility analysis by many converters for laminating-adhesive and coating applications. Investment is being made at both the pilot scale and on production lines.
The recent increased interest in the technology is in part a result of the recent availability of lower-voltage, lower-cost EB units2,3. With the lower investment requirement for capital equipment, converters are able to make a better economic justification for evaluating the potential benefits of EB. Such benefits include reduced finished-package cost, increased production efficiency, increased manufacturing flexibility and increased safety.
Processing EB-Curable Adhesives and Coatings
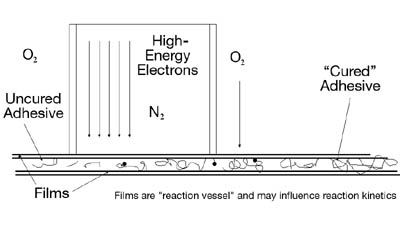
EB-curable laminating adhesives and coatings are applied as 100 percent-active (no solvent) liquids onto a moving primary film web at very low application weights (1-2 lb/ream). For adhesives, a second film web is then immediately brought into contact with the primary web, and the three-layer structure is subsequently passed into the EB chamber in the presence of nitrogen (Figure 1). For coatings, only one film (bottom) is used, and the liquid composition is cured “open face.”Inside the EB curing chamber, accelerated electrons pass through substrates, coatings and adhesives to initiate cure. These high-energy electrons penetrate through matter to a depth governed by the applied voltage (usually 100 – 300 kV for adhesive applications). Upon interaction with matter, the electrons generate free radicals and, in doing so, initiate polymerization and crosslinking. EB requires no photoinitiator since free radicals are generated in situ.
To pass through the films used in laminating (0.5 to 1 mil) as well as the adhesive (0.1 mil), typically a voltage of at least 100 kV is needed. Coatings can be cured by a lower voltage (>70 kV) due to the lack of any outer film (a thinner construction). The high-energy electrons initiate polymerization of the reactive components within the adhesive or coating. Upon exiting the chamber, the adhesive or coating has cured to a solid adhesive layer, bonding both substrates in the case of the adhesive.

Benefits of EB Curing
vs. UV-Curable Technology
The lack of a photoinitiator for EB curing results in lower-cost formulations than for UV and improves the potential for FDA applications. Additionally, unlike UV curing, EB can be used through opaque substrates, such as printed films and foils. For inks, EB curing offers increased robustness through heavily pigmented inks. Although UV curing has been used for film laminating, it has always required curing through a clear film.

Like UV, EB curing gives the benefit of immediate cure and, as a result, overcomes the deficiency of polyurethane-based/isocyanate-containing adhesives that may require days to fully cure. This allows quicker quality-control determination and faster inventory turns.
EB curing reportedly consumes less energy than the use of forced-air drying tunnels for water- or solvent-based adhesives and coatings. Additionally, there is obviously no need for oxidizers or incinerators or solvent-waste disposal as required for solvent-based systems. The relatively small size of the EB curing units (several square meters) also requires much less floor space than drying ovens associated with water- and solvent-based adhesives.
Development of EB-Curable Adhesives
The existing adhesive technologies used for flexible packaging are well known and have a proven record of performance. To develop new adhesive technology requires the leveraging of past knowledge and reliance on fundamental principles of polymer and adhesion science.Specifically, the newly developed EB adhesive technology must address the following issues:
· Exhibit correct surface energy for the substrates,
· Exhibit correct flow (viscosity) on the application equipment,
· Exhibit significant specific adhesion to substrates,
· Cure to a desired glass-transition temperature (Tg) and modulus, and
· Exhibit robust adhesion characteristics over a range of line speeds and on a range of substrates.
Rheological analysis and surface analysis provide excellent roadmaps for developing EB adhesives that function in a manner similar to the existing technologies. Rheological analysis provides detailed information on the viscoelasticity of the adhesive. In EB-curable systems, the viscoelastic response of an adhesive may change dramatically as the dose level is increased until “full cure” is noted, after which relatively little change is noted. There is an optimal region for both the Tg and storage modulus (G’) for adhesion. The adhesive should exhibit the appropriate Tg and G’ when fully cured for the most robust performance4. Adhesives should be designed to achieve “full cure” at as low a dose as possible.
Additionally, following design of experiment (DOE) techniques provides an efficient method for constructing formulation experiments and identifying the most desirable formulation. DOE is especially powerful when coupled with knowledge of the viscoelastic requirements for laminating and useful adhesion-promotion techniques to enhance the product-development process.
Applications for EB-Curable Adhesives and Coatings
Two-component, solventless (isocyanate/polyurethane) technology has been enormously successful in the flexible-packaging industry for the more-demanding film-substrate combinations and applications. The benefits of the technology include very high bond strength and excellent heat and chemical resistance. Despite the success of this well-entrenched technology, it suffers from several drawbacks, such as speed of cure and potential for fine bubbles in adhesive film, and it often requires different adhesives for different substrates.The instantaneous cure that is achieved with an EB-curable adhesive is in direct contrast with that of solventless polyurethane chemistry. Solventless polyurethane technology has many variations, but it can be represented simplistically as in Figure 2. Specifically, low-molecular-weight (MW) isocyanate and hydroxyl-containing prepolymers react stoichiometrically to produce polyurethane.
The low-MW prepolymers (both NCO- and OH-terminated) are typically applied to wide webs (>36”) by reverse-roll applicators at temperatures ranging from ambient to 60 degrees C. Line speeds typically approach (or even exceed) 1,000 ft/min. Cure takes place when the isocyanate end groups of the isocyanate-terminated prepolymer react with the hydroxyl end groups of the second prepolymer.
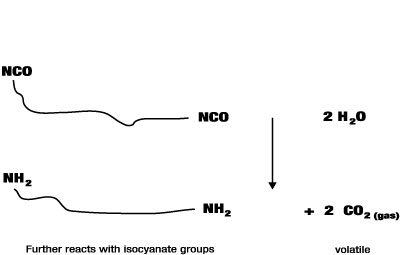
Cure rates can be accelerated with catalyst but can still take from 24 hours to 7 days for bond strength to build to acceptable values for shipment. An additional concern with use of solventless adhesive technology is a side reaction of the isocyanate groups with water to form carbon dioxide (CO2) and amines (Figure 3). The amine formed quickly reacts with isocyanate groups. The CO2, however, can actually form small bubbles or imperfections in the adhesive film as it escapes the adhesive film. This can have detrimental effects on barrier properties of the final laminated construction.
The time delay involved in curing has a cost to the converter. Cost benefits of EB systems have been modeled and indicate certain savings associated with “work in process” reduction due to instant cure of the adhesive. Cost benefits to converters will vary greatly depending on the details of the structure and operation. This value should be considered in determining feasibility of the technology in addition to the manufacturing flexibility gained from immediate shipment and the potential for both improved quality and safety features.
A few examples where two-part, solventless polyurethane technology is routinely used and where opportunities exist for EB-curable adhesives include:
· Reverse-side-printed PET (polyethylene terephthalate) to aluminum foil (juice),
· Aluminum foil to PE sealant films (juice and coffee), and
· Reverse-side-printed PET to PE sealant films (meat and cheese).
Especially attractive are tri-plex structures for aseptic packaging, such as juice containers (typically PET/foil/PE sealant). In such structures, the PET is reverse-side printed and is bonded to the foil with solventless adhesive. The PET gives graphics protection but also contributes to the structural integrity of the container. The PET/foil is then also bonded to the PE sealant with a solventless adhesive.
The PET, foil and PE substrates require versatile, robust adhesion. The use of hot fill (typically >80 degrees C) requires good heat resistance, while the consumer preference to freeze the juice containers requires strong bonds at low temperatures. Solventless technology is the preferred technology for both lamination steps due to its history of use in demanding applications. However, its use for two bonding applications requires two waiting periods. If such operations could be accomplished in one pass with EB technology, savings could be considerable.
It is perhaps less attractive to pursue EB-curable adhesive technology for applications that are rather low in performance, for example, OPP/OPP and OPP/PE for confectionary and dry food, unless there is an opportunity to lower costs that might result from switching out of solvent-based technology. When the costs of solvent incineration, energy for drying and increased floorspace are considered, EB may have enough attractive features to justify its evaluation in these applications.
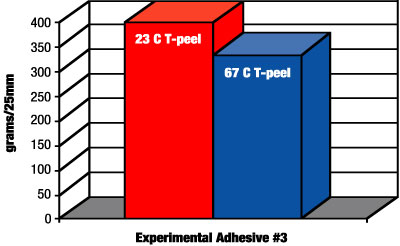
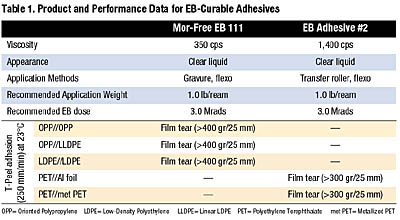
Recently, commercially available and experimental EB-curable adhesives have been developed for some key laminating applications. The performance data for certain EB-curable adhesives is shown in Table 1 and Figure 4. The performance for the applications noted is very encouraging (including ambient- and elevated-temperature adhesion and water-soak resistance), although development work continues to optimize performance. Adhesion to some ink types remains a challenge.
EB-Curable Coatings for Film Replacement
A great deal of packaging for confectionary applications involves the use of reverse-side-printed oriented polypropylene (OPP), which is then adhesive-laminated to another opaque film. A cold-seal adhesive is then applied many times to the backside of the opaque film for subsequent cold sealing after filling.There is a growing trend to move from this bi-layer laminate to a direct-printed mono-web of thicker OPP film for cost savings. The EB-curable coating is applied over the printing to improve scratch and scuff resistance and provide a high gloss and low coefficient of friction (COF). Additionally, since the film will be wound on itself with the cold-seal adhesive on its backside, the EB-curable coating must also have excellent non-block resistance.
Cost models clearly demonstrate that there is value to be gained in this approach if technically feasible. The value demonstrated again depends on the structure and manufacturing process. Obviously, when comparing solvent-based adhesive technology to this EB system, benefits are higher than comparing water-based technology to it, as a water-based system is by definition more economical for this application.
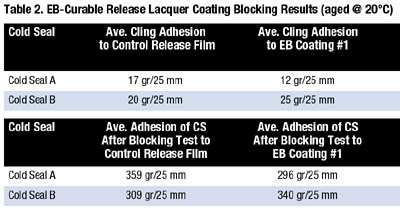
Even with the lower-cost water-based adhesive, however, it is apparent that there may be considerable operating-cost savings with the EB coating based on the higher cost of two thinner-gauge films than for one higher-gauge (1.5 mil) OPP for the new structure. This is true despite the much higher cost for the EB coating than for the conventional water-based adhesive. Based on the market interest in this type of structure, a commercially available EB coating (termed a release lacquer due to the anti-blocking requirement) for OPP for confectionary applications has been developed. This product exhibits low odor, high gloss, low COF and exceptional block resistance to widely used cold-seal adhesives (Table 2).
Another realistic target for the use of EB-curing coatings to replace an outer film are constructions in which the outer film functions only for graphics protection. One example of this may be the replacement of the outer OPP film of OPP/OPP laminates used for labels such as the PET labels for soda bottles. These labels use almost exclusively a water-based laminating adhesive for cost control. Another potential application is for the graphics protection of bags for dry pet food. For a converter looking to further lower costs, film replacement in these applications may appear very attractive.
Conclusion
EB curing offers exciting new possibilities for re-engineering packaging and processes in the flexible-packaging industry. New adhesive and coating technology has been developed and continues to be refined to meet these challenges.Acknowledgements
The author gratefully acknowledges Dr. David Whitman, Dr. San Lee, Dr. Bob Gleim, Bill Magee and Tom Mueller for data, insights and assistance offered.This article is based on a paper presented at TAPPI’s PLACE conference, Sept. 2002.
References
1 Mytkytiuk, A., Flexible Packaging, August 2000, pp. 16-19.2 Rangwalla, I., “New Technology in Low Voltage Electron Beam Curing and Its Application in Flexible Packaging”, FlexPak, March 2000, Chicago.
3 Rangwalla, I. and Maguire, E., “Performance Characteristics and New Development of Low Cost, Low Voltage EB Equipment”, Technical Conference Proceedings, RadTech 2002.
4 Kauffman, T. and Whitman, D., “Viscoelastic Considerations in the Optimization of Electron Beam Curable Adhesive Performance”, Technical Conference Proceedings, RadTech 2002.
For more information:
Additional information on EB-curable adhesives is available from Mr. Bill Magee, Marketing Manager, Packaging and Converting, North America, Rohm and Haas Company, Midwest Technical Center, 2531 Technology Drive, Suite 301, Elgin, IL 60123; call 847-649-3800; e-mail poweratwork@rohmhaas.com; or visit the Web site http://www.rohmhaas.com.Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!



