Developing a UV-Curable Bore Sealant

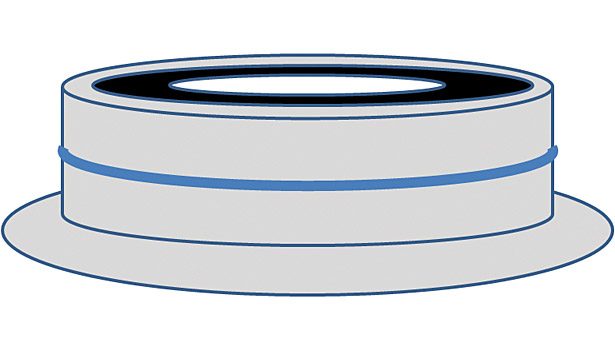
Figure 1. Secondary Sealant Applied to the Metal Case’s Outer Diameter
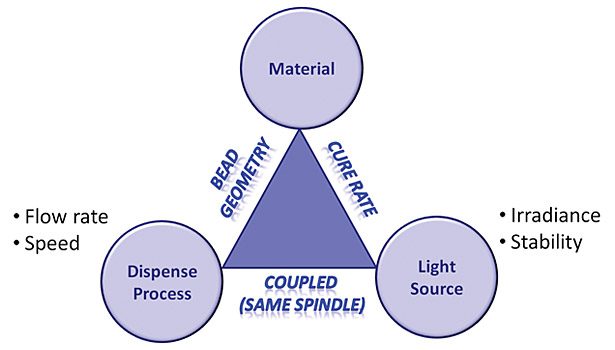
Figure 2. Interactions Among the Material, its Application and the UV Light Source
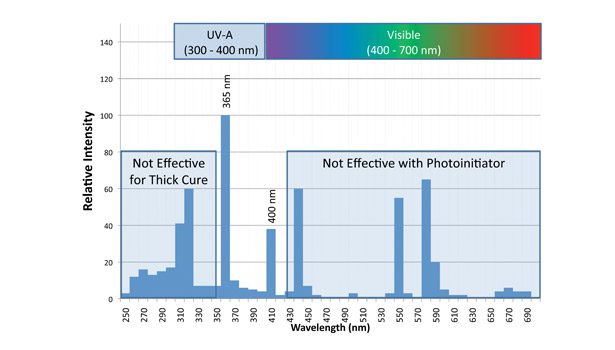
Figure 3. Output of Standard Mercury Bulbs
A UV-curable sealant that combines lean with green is well-suited for the automotive industry.
Over the past 20 years, ultraviolet (UV)-curable adhesives and sealants have made continual strides in demanding, high-speed, high-volume applications. UV-curable materials offer reduced cycle times, smaller manufacturing footprints and less energy consumption. They are also safer to use in the workplace.
BACKGROUND
Rotating shaft seals are used in engine, transmission and axle-sealing applications. Each seal consists of an elastomer element bonded to a metal ring or case. In some designs, the outer diameter of the metal case is exposed. When the seal is installed into the bore of the engine or transmission block, the rough surface of the bore presents a potential fluid path that could ultimately lead to a leak of the service fluid. To eliminate this leak path, a secondary sealant is applied to the outer diameter of the metal case (see Figure 1).
Traditionally, this sealant has been a nitrile rubber dissolved in a flammable solvent. After application of the sealant, the seals are either passed through an oven to speed the evaporation of the solvent or are kept in a vented hood until dry, creating a high level of work in process (WIP), a demand on floor space, and, when ovens are used, added capital and operating costs.
Thus, when design engineers sought a more viable process, the answer was a UV-curable sealant. But what does it take to introduce a new material into a high-volume application? The development of UV-curable sealants and adhesives requires a systematic approach that considers the interactions among the material, its application and the UV light source (see Figure, 2).
A STRATEGIC APPROACH
A typical UV-curable material consists of one or more oligomers, monomers, a photoinitiator and additives. UV-curable materials are classified by their cure chemistries as either free-radical or cationic. For the most part, UV-curable sealants are based on free-radical (acrylate) chemistry.
Commercially available sealants are based on acrylate-functional urethane, epoxy or silicone oligomers. These oligomers are selected to meet the range of physical and environmental requirements of the particular application and normally make up the bulk of the formulation. Oligomers also contribute significantly to the sealant’s viscosity. Next, monomers are added to adjust viscosity and enhance physical properties. For example, the hardness or stiffness of the bead can be increased with the addition of a monomer with a high glass-transition temperature (Tg).
These oligomers and monomers, however, are not reactive without the addition of a photoinitiator, an ingredient that decomposes when exposed to high-intensity light energy. Selection of a photoinitiator is critical. For instance, some photoinitiators are recommended for thin, clear coatings, while others are recommended for applications requiring thicker, pigmented layers. For UV sealants with bead heights of approximately 0.5 mm or greater, a photoinitiator for thick layers is recommended. Finally, additives such as pigments, de-aerators and adhesion promoters are included as needed.
The application of UV-curable sealants does not differ significantly from other types of sealants. The dispensing system includes a pump for delivering material and a valve. It also requires a method for rotating the part. The height and width of a dispensed bead are determined by two main factors: the flow rate from the dispense nozzle and the rotation speed of the part. The flow rate, in turn, is determined by the sealant’s viscosity, the pressure applied by the pump, and the diameter of the tip used with the dispensing valve. The viscosity of commercially available UV-curable sealants typically ranges from 1,000-50,000 centipoise (cPs). For high-speed applications, if the viscosity is too high, the bead will not have time to wet the substrate and level before cure begins.
FINDING A LIGHT SOURCE
The final component of a UV-curable sealant system is its light source. Both spot (local) and conveyor (continuous) light sources are available. Spot sources rely on high-pressure mercury vapor lamps that require electrodes. On the other hand, continuous sources use microwave energy to excite a mercury bulb without electrodes. Of the two types, spot sources can be used to cure the part directly at the point of sealant application.
Curing sealants at high speed requires an understanding of both the spectral output and the intensity. Longer wavelength UV light penetrates deeper into the sealant bead than shorter wavelength light, providing greater depth of cure. Standard mercury bulbs produce much of their output at 365 nm and 400 nm (UVA) with additional peaks around 440 nm (blue) and 540 nm (red), as illustrated in Figure 3.
While this broad emission may be adequate for thin, clear coatings, it is not ideal for thicker applications. As previously noted, the activity of the photoinitiator must be matched to the output of the light source—but most commercial photoinitiators do not absorb light in the visible range, leaving only the lamp output at 365 nm and 400 nm to cure the sealant. The irradiance or light intensity at 400 nm is generally about half the level at 365 nm.
Another drawback with high-pressure mercury lamp sources is that the bulbs decay, typically at a rate of about half the original output after 1,000 hours. When establishing the cure conditions for a UV process, it is necessary to determine the minimum intensity needed to achieve the desired state of cure in the cycle time. The higher the minimum irradiance required to cure the part in the targeted cycle time, the shorter the life of the bulb. For processes running over multiple shifts, the operating costs can add up.
For this reason, continuous light sources offer several benefits. First, the bulbs can be doped with other metals, shifting the output of the lamp to more desired regions of the spectrum. Second, the electrode-less bulbs have longer life, lasting over 8,000 hours. The downside to this type of light source for these applications is the added footprint of the conveyor compared to a spot source.
Longer wavelength, high-intensity UV-LED spot sources have recently entered the market and represent an attractive alternative to traditional high-pressure mercury bulbs. Unlike mercury lamps that have a broad spectral output, LEDs emit light at discrete energies, typically with bandwidths less than 10 nm. In addition to the standard 365 nm LED, diodes are available that emit at 385 nm and 400 nm, aiding the cure of thicker cross sections.
LEDs also outlive even the electrode-less microwave lamps with lifetimes over 10,000 hours, while at the same time maintaining a steady irradiance. In other words, the intensity decays little over time. Because of these benefits, LED spot sources show promise for next-generation applications.
MAKING IMPROVEMENTS
With the combination of the right sealant, application method and light source, the introduction of a UV-curable bore sealant has led to manufacturing benefits. The floor space required for sealant application has been reduced by at least 75%. Cycle times have been reduced from over 15 minutes to seconds, and work in process has been reduced from hundreds to single digits. All of this is possible while eliminating a source of volatile organic compounds (VOCs) and reducing energy consumption.
Although UV-curable materials come at a higher price than their traditional offsets, unlike solvent-containing sealants, they are 100% active. When the applied cost is determined, UV-curable materials are often at or below their conventional counterparts. Clearly, UV-curable sealants offer an ideal combination of lean with green.
For additional information, contact Freudenberg-NOK Sealing Technologies at 47690 East Anchor Court, Plymouth, MI 48170-2455; phone (800) 533-5656; or visit www.freudenberg-nok.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!











