Avoiding Creep

Adhesives and sealants offer two important properties: not only do they hold or bind objects together, but they also prevent them from moving or sliding relative to one another. The technical method for measuring this behavioral property of holding position is called the creep test. Creep behavior fits into the science of rheology (the study of material flow) and can be measured in a few different ways.
Viscosity measurement is a common practice in the adhesives world. As a QC test, it confirms that a material meets the specification desired for flow behavior. The application generally relates to the workability of the material when first used (i.e., how it squirts out of a tube or spreads when moved with an applicator). What happens after initial use is a question that may not be asked. Instead, manufacturers often have the expectation that the adhesive will hold in place while chemically bonding two surfaces together.
Creep is the technical parameter that addresses the question of what happens to the adhesive after its application. It characterizes how a material flows or changes shape under its load. The common expectation is that an adhesive will hold its position after application as the curing process takes place. The reality is that mechanical forces, due either to gravity or to the way in which the mating surfaces come together, can cause movement of the adhesive material. Ideally, manufacturers evaluate adhesive material for this behavior and quantify the creep property for a given application.
QUANTIFYING YIELD STRESS
Controlled stress rheometers (CSRs) are instruments used to measure creep. Unlike the standard bench-top viscometer, which rotates a spindle at a defined speed and measures torque, the CSR applies a defined torque to the spindle and measures the amount of spindle rotation that results. Several types of spindles are available: cone, plate, cylinder or vane.
The cone or plate spindle is traditionally popular because only a small amount of material is required to run the test. The vane spindle, however, is gaining broader acceptance because it can be immersed directly into a container or tube of adhesive material without causing disturbance prior to running the test.
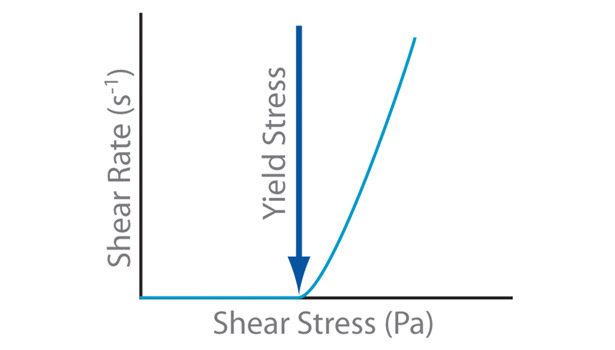
When running the creep test, it is common practice to first determine the yield stress of the adhesive material. Yield stress is the amount of force that is required to cause the material to flow initially. Think of it as the squeezing force on the tube that causes material to come out or the dipping force required to insert the applicator into the bucket of material. Quantifying this force is necessary because it represents the threshold force level for the creep test.
Running a static yield stress test is relatively straightforward. It is possible to create a stress ramp from zero to a maximum stress that exceeds the yield stress of the adhesive. An important consideration is the time interval for the ramp. The best practice is to start with a gradual ramp to determine, in a general sense, where yield begins. If the end user action being modeled is quick in nature, attempting a rapid stress ramp may make sense. The important objective is to get a general idea for the yield stress behavior (see Figure 1).
Experimentation with the yield stress test will show that the ramp rate affects the yield stress value. A more gradual ramp produces a lower yield stress value compared to a rapid ramp. It is useful to conduct a sufficient number of tests before deciding what works best.
Throughout this method development process, it is important to specify the temperature at which tests are conducted. Yield stress, viscosity and creep are all affected by variations in temperature. Ambient conditions typically suggest that the range of 20-25°C is appropriate. If it is necessary to conduct tests at various temperatures, this should be stated in the test method.
THE CREEP TEST
Having determined the yield stress for the adhesive, it is now possible to create the creep test using one of two approaches. The first is to append the creep test onto the yield stress test so that the adhesive material remains under load. The second is to allow the material to recover after the yield stress test and then reapply a constant load to the material.
During the creep test itself, a constant stress is applied for a defined time interval. This constant stress does not necessarily need to equal the yield stress value. Part of the experimental process is to try different values for the constant load. Selected values may depend on the types of forces experienced by the adhesive material after application. Some materials will actually continue to flow at force levels that are lower than the yield stress value.
One possible scenario is to consider whether the adhesive should hold shape or spread out once applied. The force of gravity is the only thing that might affect movement until another surface makes contact with the adhesive. For example, consider the repair installation of a car windshield. A bead of adhesive or sealant material is placed around the frame to hold the new windshield in place. Once the new windshield is set, the repairman prefers that subsequent movement be relatively minor. This ensures that the windshield is not only secure in the desired position, but the sealant is not compromised due to excessive movement of the bead.
The proper creep test for this situation is to apply a stress equivalent to the weight of the windshield on the bead of adhesive or sealant material. Analysis of the situation suggests that the bead could be up to a ½-in. wide and up to 15 ft long. Assuming that the weight of the windshield ranges between 50-100 lbs, the pressure acting on the bead might range up to a maximum of 1 psi. Therefore, the creep test should be conducted with constant stress value set at 1 psi or less to evaluate the ability of the adhesive to hold position.
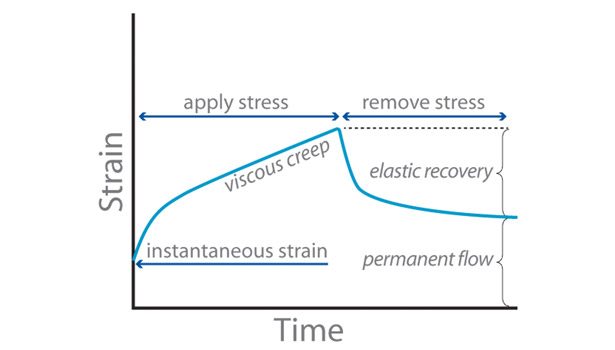
Angular rotation of the spindle during the test quantifies the amount of creep that occurs. Deciding how long the torque should be applied to the spindle is simply a matter of simulating the real-life conditions that the adhesive will experience. In some cases, the applied force will be removed after a certain period of time. In those instances, the adhesive material may exhibit recovery and try to pull back toward its original state before initial movement. Figure 2 illustrates creep behavior followed by recovery.
It is important to choose the correct controlled stress rheometer and spindle. Remember to analyze the intended use for the adhesive or sealant material, and then decide on the test method that will most closely replicate the real-world situation. This guarantees a better product and more satisfied customers.
For additional information, contact Brookfield Engineering Laboratories, Inc. at (800) 628-8139 or (508) 946-6200, email sales@brookfieldengineering.com, or visit www.brookfieldengineering.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!







