Case Study: Automated Dispensing for Safety, Quality and Productivity
A dental equipment manufacturer has enhanced its gluing and assembly operation with the introduction of an advanced robotic gluing and assembly system.

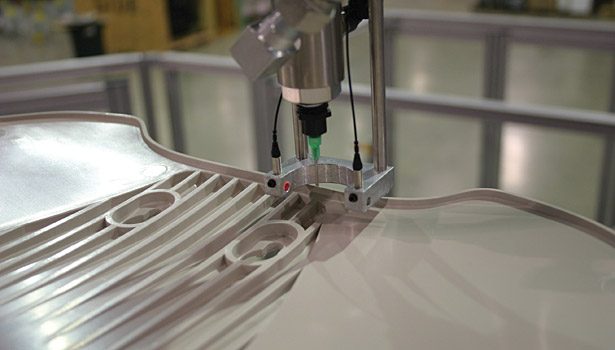
The glue dispensing head ensures that a precise adhesive bead is applied on A-dec’s chair component parts.


The adhesives and sealants industry has long played an important role in the manufacture of dental equipment. The use of strong-bonding adhesives has
| Jump to: |
enabled A-dec, Inc., one of the largest dental equipment manufacturers in the world, to assemble various components reliably and economically. Based in Newberg, Ore., A-dec recently enhanced its gluing and assembly operation with the introduction of an advanced robotic gluing and assembly system.
System Integration
The integration of the robotic system to the manufacturing flow has allowed A-dec to optimize its manufacturing process in an effort to leverage the capabilities of automation. By automating a previously manual operation, A-dec has been able to improve on the quality of its parts by eliminating variability within the process. Improved throughput and overall yield represent additional benefits resulting from the integration of the robotic cell into the assembly process.
A-dec turned to automation not only as an efficient means of enhancing the adhesive application and assembly process, but also as a means of reducing the risk of injury due to repetitive assembly processes. With the help of its efficient new robotic system, the company realized a net gain on two counts: enhanced product quality and improved productivity.
A-dec turned to another Oregon-based firm, PRE-TEC, located in Eugene, Ore., to help develop the robotic solution. PRE-TEC had previously designed and built A-dec’s first robot cell, which transitioned A-dec away from labor-intensive operations. PRE-TEC provided A-dec with a next-generation robotic solution that could handle the assembly of two different product families and all the parts (e.g., seats, backs and neck rests) needed for building the respective upholstery systems.
PRE-TEC developed and installed the flexible, automated robotic cell that met A-dec’s particular adhesive dispensing requirements. The robotic solution ensured that A-dec could produce a consistent end product and increase daily production with no compromise to worker safety. One of the initial requirements for the automated system included a flexible work cell layout that could be modified with minimal changeover time, as well as the ability to adapt to changing production requirements. In addition, the system had to be built with expansion in mind (i.e., be able to accommodate future growth needs).
Robotic Cell Design
When outlining production needs to PRE-TEC during the start of the robotic project, A-dec requested that the robotic system be able to accomplish a number of complex operations, including the ability to process parts from two different series of dental chairs. Each dental chair assembly consisted of six different components, ranging from chair backs that included a complex one-piece design, to seats, armatures and neck supports.
PRE-TEC achieved this objective by configuring five different fixture locations within the robotic work cell. “License plates” are used to assign a unique identification for each fixture. At the beginning of each day, when the system is powered up, the robot runs a fixture identification routine that automatically scans the license plate of each fixture to determine the exact location of each fixture within the cell. The system logs the fixture information for each location to ensure that incorrect parts are not delivered to a non-corresponding fixture ID.
To ensure production flexibility, the robotic system was configured to accommodate different fixtures. Naturally, A-dec’s goal in transitioning to an automated assembly system was to minimize variables and variability within the process.
A typical operation for the automated system first includes a scan of the fixture IDs, followed by a scan of the parts on the carousel. The operator then opens the drawer of a specific cell and loads the part. Part alignment is achieved with lasers. The drawer is then closed and the system is activated when the operator presses the start button. The robot selects the part and presents it to the dispense nozzles of the various components, depending on the part type. Subroutines are called for each of the activities undertaken by the robot. The final step for the robot is to place the part into the cell. After releasing the part, the robot returns to the home position, awaiting the next “job” command.
Addressing Adhesive Issues
Working with adhesives required that a number of key circumstances in the assembly cell needed to be addressed. Of particular importance was the ability to accurately meter out the selected adhesive in a precise amount: if too much glue is applied to the backing, the glue could wick onto the cushion material and mar its surface, but applying too little glue could compromise the integrity of the adhesive bond.
Upon initiation of the start button, the robot moves from the system’s home position to the fixture location on a carousel that has called it to carry out the assembly operation. The robot then picks up the end-of-arm tool associated with the fixture location that allows it to collect the appropriate plastic part that will be glued to its mating cushion. With the plastic part in its possession, the robot moves into position under the dispense head, where the adhesive bead is then applied to the part.
A-dec identified for PRE-TEC the specific patterns it needed the robotic system to adjust for when dispensing adhesive onto the parts. The adhesive application had to be performed according to the desired width of the bead and its total length, which in some cases necessitated multiple passes on the part. The dispense head remains in a fixed position throughout the entire operation while the robot articulates the armature (framework) through the pre-programmed pattern, moving the part according to the geometry of each component.
Flow-detecting sensors monitor dispensing heads to ensure that material flow is being achieved. Sensors are used to detect a disruption in the metering process, and if these detectors indicate a break in the flow, the process is paused until the flow is re-activated.
Once the adhesive has been applied to the plastic backing, the backing is then moved to the corresponding fixture location for final placement. Holding the plastic base in position above the cushion, the robot slowly moves in a downward direction and then presses the plastic part onto the cushion. Clamps are lowered over the plastic part, adding additional pressure to the backing and cushion, which continue to be pressed together to allow the adhesive to set. Complete assemblies are then subjected to a final inspection prior to packaging and shipment.
With the robotic system, it takes only one individual to operate the production cell and achieve all of the diverse production requirements for the assembly—producing a seat, back, and matching neck cushion every five minutes. The robotic gluing and assembly system has allowed A-dec to keep up with the increasing demand for its products. Equally important, the robotic system from PRE-TEC has enabled A-dec to build on its commitment to provide a quality product while maintaining a safe working environment.
For more information, visit www.a-dec.com or www.pre-tec.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!













