Surface Treatment Effects
Surface treatments can affect bond strength on hard-to-bond substrates.




Although five major bonding mechanisms are associated with adhesion promotion, two primary factors predominately influence the adhesion of any type of polymer to another substrate: chemical surface-to-surface interaction at the molecular level, and the wettability of the adhesive so as to enable surface spreading. Adhesion values can also be influenced by the matrix, or vehicle, that enables surface wet-out.
For example, extrusion-coated, water- and solvent-based, and energy-curable adhesives all wet to a surface at different rates. This rate of wettability can be influenced by the surface condition, including the concentration of migrated or deposited contaminants, the concentration of oxides, surface tension level, etc. These factors also directly or indirectly impact adhesion values.
Promoting Adhesion
When attempting to promote adhesion to fluoropolymer, silicone and polyolefin surfaces, the modification of surface polarity becomes key. Two primary mechanisms can change surface polarity by discharge-based surface modification methods. One is a physical reaction mechanism, which is performed by ionic activity. The other is a chemical reaction mechanism created by free radicals.
With physical reactions, ionic species obtain charge and kinetic energy from a powered electrical field generated from an electrode. Molecules and atoms (and any trace contaminants) are dislodged from targeted surfaces as energy from the electrical field is transferred to these ions. This bombardment also increases molecular surface roughness and promotes the interfacial adhesion of depositions.
Chemical reaction mechanisms from plasma discharges rely on free radical effects, which are generated at surfaces. These chemically active free radicals will actually decrease the activation potential of a chemical reaction, causing the atomic-scale removal of surface material. More polar substrates will have a positive or negative charge, and will adhere well to polar adhesives or coatings. Non-polar substrates, such as polytetrafluoroethylene (PTFE), silicones and polyolefins, are charge-neutral and have to rely on other adhesion mechanisms, such as the physical (mechanical) and chemical reaction mechanisms described above, for bonding.
A surface-diffusive bond may also be formed with a solvent-based primer. The inherent or changed polarity of a substrate is also directly related to its surface energy. The use of air plasma, flame plasma, chemical plasma (80% air-based) and priming techniques used in this study will modify surface polarity and surface energy to increase surface area (interfacial contact area), promote wetting, and improve adhesion.
Experimental
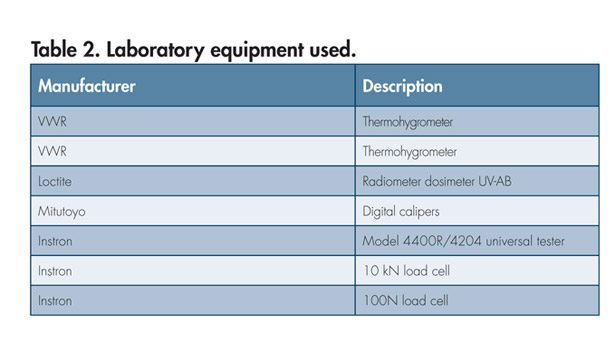
The purpose of this study is to compare the effects of air plasma (blown ion) technology, flame plasma technology, variable chemistry plasma technology, and primer technology relative to respective changes in surface reaction mechanisms and their impact on bond strength using appropriate adhesives on various hard-to-bond substrates. Tables 1 and 2 detail the specific adhesives evaluated for this study and the environmental/bond test tools required. The Henkel equipment used included: Loctite® 30 ml manual syringe dispenser; Loctite 50 ml dual-cartridge manual applicator (1:1 and 2:1); Loctite 50 ml mix nozzle (Luer-slip end); 50 ml static mix nozzle (stepped tip, 6.18 in., 6.5 mm I.D., 20 elements, 1:1 and 2:1 mix ratios, B cartridges); radiometer dosimeter for UV LED and UVA/UVB light sources; Loctite ZETA® 7215 UV chamber (MPMA); and Loctite power supply for chamber.
The trial substrates of PTFE, silicone foam and polyethylene (shown in Table 3) were configured to 1 x 4 x 0.125-in. dimensions to accommodate lap-shear adhesion testing. Laboratory conditions of temperature (70 ± 2°F) and humidity (50 ±10%) were established and maintained within the specified ranges for the duration of the project. In addition, a standardized test method was used for determining adhesive strength, surface preparation parameters, and adhesive environmental durability (see Standardized Test Method sidebar).
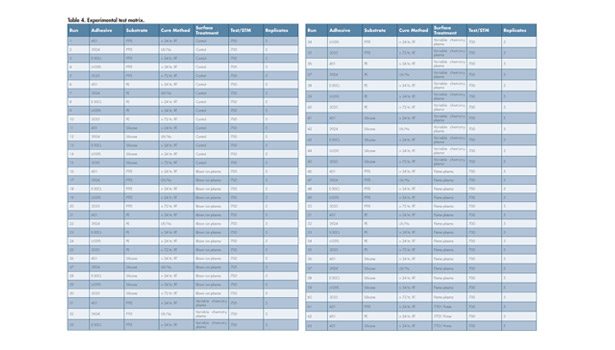
An experimental matrix was developed to pair an adhesive and curing method to a control or surface-modified substrate (see Table 4). Surface treatments of all substrates were performed at Enercon and then express-shipped to Henkel’s Rocky Hill, Ct., facility for bonding as soon as they were received. The window for bonding was managed as a critical factor, with the test plan requiring bonding with 48 hours of the receipt of the treated samples.
Following surface treatment and adhesive application, the lap-shear substrate plies were bonded according to standard method described in STM-700, section 9 for non-UV/visible light curing adhesives. A variation from standard method was required for the Loctite 3035 adhesive, which required a 72-hour cure instead of the standard 24-hour cure.
Regarding the use of Loctite 3924 and the UV-cured assemblies, a fixture was built to hold the two lap-shears in proper alignment. The substrate was placed on the bottom and the TS-213 was placed on top to allow for the UV cure through the PC. Both were wiped with isopropyl alcohol before the substrate was placed into the fixture. A bead of 3924 was dispensed with the 30-ml manual syringe and a 22-gauge green taper tip. One end of the prepared surface side of the PC lap-shear was placed onto the adhesive, with the other end resting on the test lap-shear substrate; the mating lap-shear specimen was pressed gently until resistance from the lap-shears coming together was felt.
A weight block was placed on top of the mating lap-shear specimen to achieve a final assembly, with verification of proper alignment of the lap-shear specimens. The block was placed behind the bond area so as not to block any of the light during exposure.
Finally, the lap-shear specimen was cured in a Zeta® 7215 MPMA. The Zeta 7215 is a high-intensity, benchtop light cure chamber used for curing Loctite industrial light-cure adhesives, and is particularly efficient for use in confined and exposed bond-line applications.
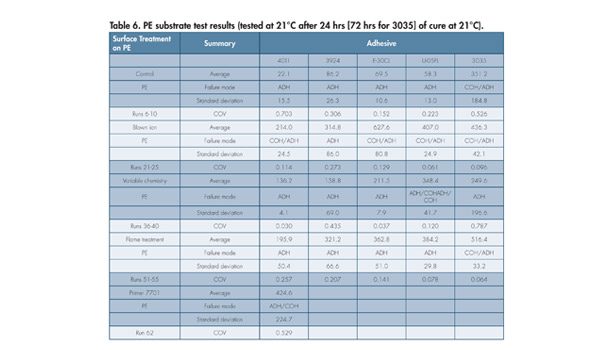
The bonded lap-shears were tested per STM-700 by recording overlap, pound force (lbf), shear strength, and failure mode (Table 5, PTFE; Table 6, PE; Table 7, silicone). The cross-head speed was increased to 4 in./min when testing the bonded silicone assemblies, and the manual grips were replaced with pneumatic grips. After initial testing of a set of the foam silicone substrate, the load cell was switched to the 100 N load cell for increased accuracy, since the strengths were low.
Discussion of Results
The comparison of the effects of the surface treatments on the silicone foam substrate was minimal since above a certain strength substrate failure prevailed. Large differences in bond strengths were observed with the Loctite 3035 on PE. The coefficient of variability (COV) of the control was 0.526, and the COV of the variable chemistry plasma was 0.787. However, blown ion (air plasma) and flame treatment had very small COVs of 0.096 and 0.064, respectively.
Surface treatments had no statistically significant effect on the bond strength on the PTFE. This was the expected outcome, since all of the discharge technologies featured the ionization of air as the main process gas. This ionized air will have low electron density and low ionic surface bombardment. The most successful bonding system on PTFE was the Loctite 4011 with the Primer 7701, followed by the Loctite 3924 and the E-30CL.
Surface treatments of PE substrates resulted in statistically significant improvements in bond strength. The blown ion treatment had the most impact on bond strength with all of the adhesives. This surface treatment was also the only one where treatment resulted in visible surface etching due to positive ion velocities. Flame treatment also significantly impacted bond strength with all adhesives. The most successful bonding systems were the Loctite E-30CL and Loctite 3035. The 4011 with Primer 7701 also was successful, except that one replicate (123.2 psi) brought down the average strength. The average strength, recalculated after removal of this run, was 500 psi.
Surface treatment and bonding of the foam silicone substrate resulted in generalized results. All successful bonding resulted in substrate failure during Instron testing. The strength readings were below the viable test range of the load cells, primarily due to the closed cell foam structure of the silicon lap-shear having low inherent tensile strength. The Loctite 4011 with Primer 7701, Loctite E-30CL and Loctite U-05FL successfully bonded the silicone foam following surface treatments.
Conclusion
Fluoropolymers posed the greatest bonding challenge for air-based plasma discharge pretreatment devices, strongly suggesting that higher density plasma discharges (those that exclude air as a process gas), which impart greater mechanical and chemical reaction mechanisms, are required to increase surface polarity and bond strength. A follow-up trial using this type of plasma device (existing Enercon Plasma3™ technology) with Loctite 4011 (without Primer 7701), Loctite 3924 and E-30CL is warranted.
Polyethylene bond strength was significantly enhanced when pretreated with blown ion (air) plasma technology and bonded with either a two-part amine epoxy adhesive or two-component acrylic adhesive and imparted cohesive bond failure. Flame pretreatment also significantly enhanced polyethylene bond strength, particularly with two-component acrylic adhesives. Silicone foam surfaces experienced raised surface tension with all discharge treatment devices, with universal substrate failure theoretically caused by weak inherent substrate tensile strength. A follow-up trial incorporating solid (non-foam) silicone substrates with pretreatments using all plasma devices, and applying Loctite 4011 with Primer 7701, Loctite E-30CL and Loctite U-05FL is recommended and will define appropriate adhesion protocols with silicone.
For additional information, visit www.enerconind.com or www.henkel.com.
Standardized Test Method
The standardized test “Shear Strength of Adhesives Using Lap-Shear Specimens” (STM-700, issued January 18, 2008) per ISO 17025 was used, with the following deviations:
• The cross-head speed was increased to 4 in./min instead of 0.05 ft/min for testing of the bonded silicone substrate.
• The Hargrove No. 1 spring clamps were replaced with 2-lb plastic cross clamps since the normal spring clamp completely deformed the silicone foam sandwiched between two aluminum lapshears.
• Loctite®3035 required a 72-hour cure instead of the 24-hour cure.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!















