Electron Beam Technology for Pressure-Sensitive Adhesive Applications
Ultraviolet and electron beam technology offers many benefits for PSAs, including environmental and application advantages.

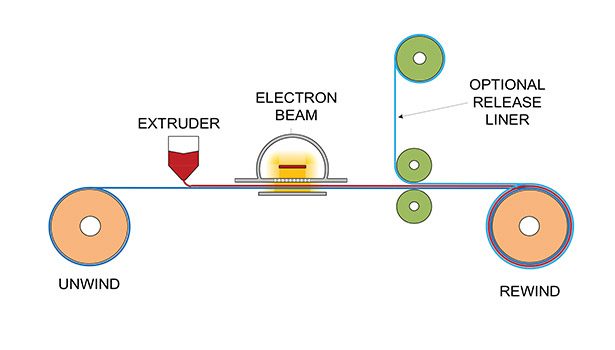
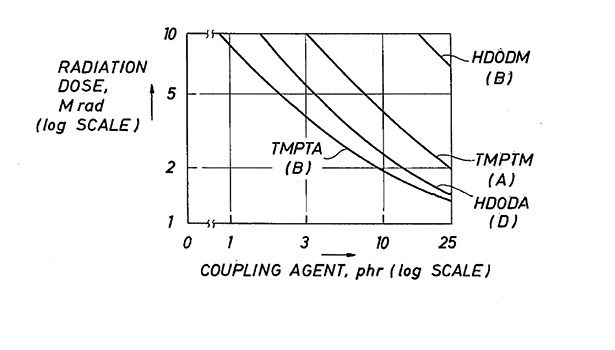
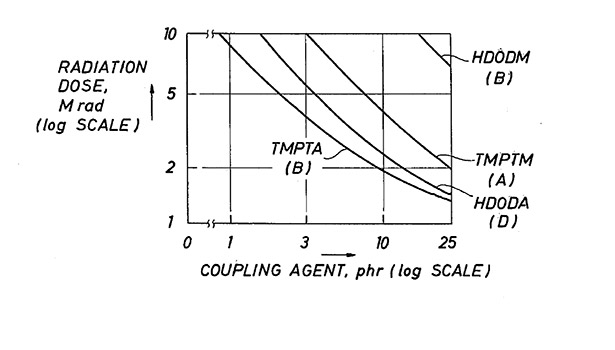
Figure 2. 400°F Stipability as a Function of EB Dose and Coupling Agent Concentration



Initial reports on the use of ultraviolet (UV) and electron beam (EB) technology for pressure-sensitive adhesives (PSAs) began to appear in the late 1960s. It has since been an active area of interest, which indicates continued belief in the technology. The main advantages are:
• Improved shear, heat and chemical resistance properties of crosslinked adhesives
• Pattern printing and the elimination of pot-life issues of chemical crosslinking systems
• Elimination of volatile organic compounds (VOCs) and reduced energy usage for drying1
Explosive growth in UV/EB PSA technology was predicted but never materialized. Accurate data on the use of UV/EB technology has been difficult to obtain, since most companies that convert UV/EB PSAs also manufacture their own adhesives (captive production). A 2003 study by The ChemQuest Group estimated 1.5 million lbs of UV PSA were being processed annually, with approximately 97% of the volume captive. The same study estimates 9 million lbs of PSA was processed using EB technology. Nearly 100% of EB adhesive production was captive.2
Much of the effort to introduce UV/EB PSAs to the merchant marketplace was focused on UV technology. This was likely due, in part, to the lower capital cost of UV equipment compared to EB equipment. In addition, PSA suppliers often had UV equipment available but had limited access to EB equipment for development purposes. In most cases, UV PSAs did not meet the expectations of the marketplace. Adhesive performance often did not justify higher applied cost. Consistent performance may also have been an issue due to the need to UV cure within a small process window.3
EB technology is quite different from UV. The accelerated electrons directly ionize polymers without the need for photoinitiators. This provides the potential to crosslink compositions that are similar to conventional PSAs, helping to reduce the applied cost of the adhesive. Another advantage of EB is very consistent output. This includes uniform energy deposition though the thickness of the adhesive, as well as across the web. EB output is also very constant with time.
EB PSA Technology
EB processing of PSAs may include curing and crosslinking. Curing involves the polymerization of low-molecular-weight polymer precursors (monomers and oligomers) with reactive (acrylate) end groups. Crosslinking involves the creation of covalent bonds between existing high-molecular-weight polymer chains. EB PSA systems are also known that combine curing and crosslinking. Examples include multifunctional acrylate monomers blended with adhesive polymers and tackifiers.4
EB PSAs may exist in a variety of forms, including: syrups, solvent-based, water-based, and hot- or warm-melt-based systems. Syrups are solvent- and water-free liquid systems based on formulated monomers, oligomers, tackifying resins, and additives. The specialty nature of the raw materials can result in a relatively high applied cost. Syrups cure upon EB exposure to give a pressure-sensitive material. Syrups may be formulated for properties ranging from high tack/low shear to low tack/high shear. The properties of these adhesives are highly dependent on the degree of cure. High performance properties are not expected with syrups. The main advantage is for pattern printing (flexo or screen), which may be integrated with other printing or converting processes. UV-curable syrups are fairly well known;5 however, EB-curable syrups have limited commercial use.
EB crosslinking of solvent- and water-based PSAs is known. The process involves application of the PSA (direct or transfer coated on a release liner). The solvent or water is then evaporated using a conventional thermal dryer, and the resulting layer is EB crosslinked. These systems offer advantages including improved process control and pot-life compared to chemical crosslinking systems. EB also has the potential to provide improved bonding to the substrate through a grafting mechanism. There are limited commercial applications for solvent- or water-based EB PSAs.
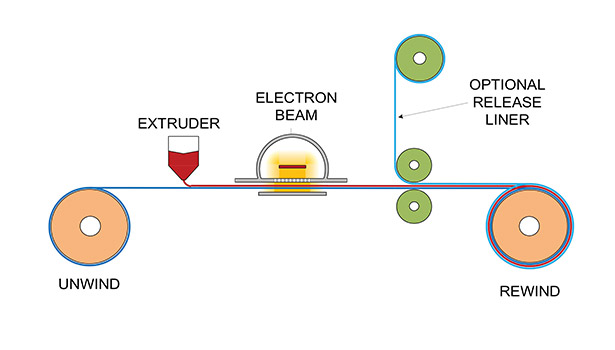
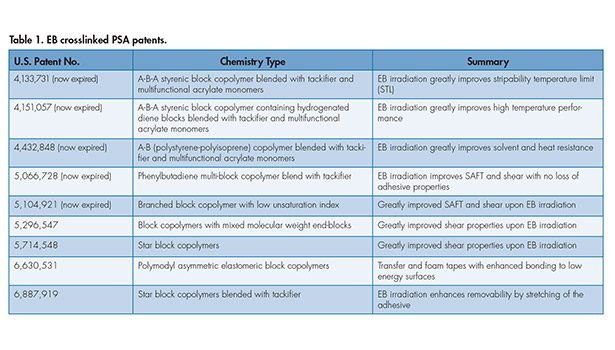
Crosslinked hot-melt adhesives are the most common type of EB PSA. In its simplest form, the process involves extrusion of the hot- or warm-melt adhesive followed by in-line EB irradiation (see Figure 1). Variations include EB irradiation through a release liner and EB irradiation on a transfer drum.6 Crosslinking of hot-melt PSAs provides improved shear, heat and solvent resistance. There are many patents on EB crosslinked hot-melt adhesives systems. A sample of representative U.S. patents is given in Table 1.
Table 2 shows data from U.S. patent 5,104,921. The shear adhesion failure temperature (SAFT) of this adhesive system increased upon EB irradiation at 19 kGy and then shows little additional increase at 29 and 48 kGy. The holding power increased dramatically upon EB irradiation and then continues to increase to over 1,000 min after 48 kGy.
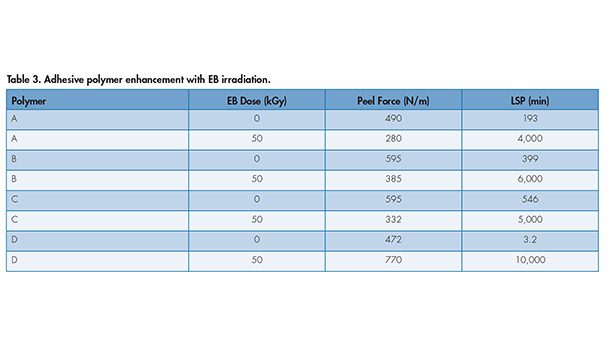
Table 3 shows data from U.S. patent 5,296,547. The adhesive performance of four different polymers (blended with tackifier and plasticizer) are shown with and without EB irradiation. The peel strength of all four polymers is only slightly affected while the lap shear (LSP) shows a dramatic enhancement as a result of EB irradiation.
Figure 2 is from U.S. patent 4,133,731. The adhesive systems in this case are blended with multi-functional (meth)acrylate monomers (coupling agents). The contour plot shows the stripability temperature limit (STL). The region above the contour is where no adhesive residue remains upon peeling at 400°F. The results show that lower EB doses are effective in maintaining good STL as the amount of coupling agent is increased. A comparison of hexanediol diacrylate (HDODA) and hexanediol methacrylate (HDODM) coupling agents shows that the acrylate is more effective than the corresponding methacrylate.
A more recent study showed that the lower end (< 125 kV) of the EB energy spectrum was effective for crosslinking relatively thin (1.6 mil) layers of PSAs. The study also showed that the EB conditions including dose, voltage, foil material/thickness and air gap could be adjusted to give optimum adhesive performance while minimizing the effect on the underlying substrate. The conditions were predicted by Monte Carlo depth/dose calculations and confirmed by adhesive and substrate testing.7
Advanced research in EB processing showed the possibility of forming pressure-sensitive materials by irradiation of monomers directly on a substrate. Pulsed electron beams were used to enhance the structure of the polymer that was formed, which resulted in improved adhesive properties compared to polymers formed by continuous EB irradiation.8
The enhancement in PSA performance resulting from EB irradiation is clear in these references. These performance enhancements help drive the use of EB technology.
EB Equipment
Commercial self-shielded electron beam processors have been available for more than 30 years. This EB equipment has proven long-term reliability in many industrial applications. EB processors generate accelerated electrons using electrically operated filaments within a vacuum chamber. Electrons are accelerated through a thin metal foil window and impinge on a moving web at atmospheric pressure.
Electron beam processes are characterized by the dose, throughput and accelerating voltage of the systems. A typical EB dose range for curing or crosslinking PSAs is from about 20 to 100 kGy (2-10 Mrads). Industrial electron beam processors are capable of very high throughput, delivering a 50 kGy dose at over 300 m/min.
The accelerating voltage of the electron beam determines the penetration into the material being processed. Industrial low-voltage energy electron beam processors historically operated in the range of about 150 to 300 kV. A 300 kV EB is capable of penetrating typical PSAs of about 400 microns
(16 mils) thick (thickness that results in 20% or less energy loss at the backside of the adhesive layer).
A new generation of lower energy EB processors was introduced about 10 years ago.9 This equipment operated in the range of about 90-125 kV, which is well-suited for the EB curing of coatings and inks for printing and packaging applications. The 125 kV voltage is also useful for processing adhesive layers up to 50 microns (2 mils) thick.
More recently, new low-voltage equipment has been developed that operates up to 150 kV.10 According to the most recent report, this range has now been extended to 175 kV.11 A depth/dose profile for this low-energy EB equipment is shown in Figure 3. The 175 kV curve shows energy losses of less than 20% for adhesive weights of 150 g/m2. This corresponds to an adhesive thickness of 150 microns (6 mils) for an adhesive with a density of 1.0 g/cm3. This penetration depth should be quite useful for a number of PSA applications. It also allows the possibility of irradiation through the substrate or release liner being used in the converting process. Other benefits of new generation EB equipment have been described, including:
• Much lower capital cost compared to industrial EB processors
• Smaller size, allowing integration into new and existing PSA converting lines
• Low operating and maintenance cost
• Outstanding uniformity (< 8% variation across the web)
• High throughput (30 kGy at 400 m/min)
• Proven reliability
• Integrated chill rolls, providing excellent web handling and temperature control11
Additional Developments
Electron beam technology has been used for many years in pressure-sensitive adhesive applications. A significant enhancement in hot-melt adhesive properties has been shown in numerous patent references. Many of these early patents have now expired, which open the possibility for development by merchant adhesive suppliers. The availability of new-generation EB equipment operating up to 175 kV should make this technology attractive to a larger number of converters of pressure-sensitive materials.
For more information, contact the author at (563) 285-7411, ext. 4429, or sclapin@teampct.com; or visit www.teampct.com.
Editor’s note: Much of the content in this article was derived from a presentation the author delivered at the Pressure Sensitive Tape Council’s PSTC Tech 34 Conference.
References
1. Berejka, A.J., “Reengineering PSA Manufacture for VOC Reduction and Energy Savings,” Adhesives Age, July 1997.
2. Smith, R.W., Presented at the Adhesives Age UV/EB Curable Pressure-Sensitive Adhesives Conference, Philadelphia, June 20, 2003.
3. Fisher, R., “Establishing the Process Window for UV-Curable Pressure-Sensitive Adhesives,” TAPPI Hot Melt Symposium Conference Proceedings, pp. 115-30, Durango, Co., June 13-16, 1999.
4. Berejka, A.J., “Radiation Curing of Isoprene-Based PSAs,” Adhesives Age, April 1991.
5. Lapin, S.C., “Room-Temperature-Coatable UV/EB Curable PSAs,” UV/EB Curable Adhesives Workshop, sponsored by Adhesives Age and the Adhesive and Sealant Council, Cincinnati, September 25, 2001.
6. DiZio, J., and Weiss, D., “E-Beam Drum Transfer: Process to Electron Irradiate PSA in the Absence of a Backing,” Pressure Sensitive Tape Council Technical Paper, 2003.
7. Weiss, D., “Electron Beam Tape Processing at Low Voltages,” Pressure Sensitive Tape Council Technical Paper, 2004.
8. Weiss, D., Dunn, D., Richter, K.B. and Adler, R., “Pulsed Electron Beam Polymerization,” Pressure Sensitive Tape Council Technical Paper, 2005.
9. Rangwalla, I., Maguire, E., RadTech Report, p. 27, May/June 2000.
10. Swanson, K.E., “New Developments in Low-Energy EB Equipment,” RadTech Report, p. 45, April/May/June 2010.
11. Swanson, K.E., “New Product Session,” RadTech Europe 2011 Conference, Basel, Switzerland, October 2011.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!