Silane and Catalyst Effects on Silylated Polymer Elastomers
The choice of crosslinking silanes and curing catalysts has a significant impact on the properties of silyl polymer-based formulations.




Silane-modified organic polymers have been around for more than 40 years, and have proliferated in the coatings, adhesives, sealants and elastomers (CASE) industry over the past 20 years. When used in adhesives, sealants, or coatings applications, silyl-terminated polyurethanes (STPUs) and silyl-terminated polyethers (STPEs) offer a number of advantages over other common reactive polymers, such as polyurethanes and silicones. Silylated polymer formulations are free of unreacted isocyanates, are generally solvent- and odor-free, do not generate carbon dioxide or exhibit the subsequent foaming during cure, can be made compatible with super-applied water-based coatings, and do not stain porous substrates.
However, silylated polyethers and polyurethanes present unique formulating challenges. A typical silane-functional organic polymer features relatively high molecular weight polyether segments terminating in di- or trifunctional alkoxy caps. This polymer morphology places much of the stress experienced by the cured matrix on the highly crosslinked polymer termini, as opposed to the polyether backbone. Further contributing to this crosslink density are the supplementary silanes found in most sealant and adhesive formulations.
Used primarily to promote adhesion, these silane additives are alkoxy-functional and not only form bonds with substrates but also react to a significant degree with the STPUs or STPEs in the formulation. The degree to which they react with and affect the physical properties of the polymers is highly dependent on the type and number of alkoxy groups in the silane, the other functionalities present in the silane molecule and how they impact the reactivity of the alkoxies, the extent of migration of the silane to either the surface of the elastomer or the bonding surface, and the final curing catalyst or catalysts used with the system. Through the use of different silanes and catalysts, the properties and characteristics of a silylated polymer can be tailored to fit the requirements for many types of formulations—from adhesives to sealants to coatings.
Study Details and Procedure
In this study, various commonly used silanes and catalysts, as well as some that are not typically used, were examined in a standard sealant formulation with three different commercial silylated polymers for their effects on the properties of the cured system. Due to the breadth of potential end-use applications and substrates to which silylated polymer formulations must adhere, the focus of this study was solely on the characteristics of the cured elastomers themselves. The study involved the assessment of cure, tensile and elongation testing, hydrolytic stability testing, and accelerated UV exposure testing.
Three commercial silylated organic polymers were examined in order to assess how silane and catalyst affects vary with different polymer type:
• Polymer 1 – Domestic silylated polyurethane based on a polyether diol, with trimethoxy functionality
• Polymer 2 – Chinese silylated polyurethane based on a polyether diol, with trimethoxy functionality
• Polymer 3 – Japanese silylated polyether blend at a 3:2 diol- to triol-polyether based ratio, with dimethoxy functionality
Organosilanes evaluated:
• Silane 1 – 3-aminopropyltrimethoxysilane (APTMS)
• Silane 2 – 3-aminopropyltriethoxysilane (APTES)
• Silane 3 – 3-aminopropylmethyldimethoxysilane (APMDMS)
• Silane 4 – 3-aminopropylmethyldiethoxysilane (APMDES)
• Silane 5 – 3-aminopropyldimethylethoxysilane (AMDMES)
• Silane 6 – N-butyl-3-aminopropyltrimethoxysilane (NBAPTMS)
• Silane 7 – 2-aminoethyl-3-aminopropyltrimethoxysilane (AEAPTMS)
• Silane 8 – 2-aminoethyl-3-aminopropylmethyldimethoxysilane (AEAPMDMS)
• Silane 9 – 3-glycidoxypropyltriethoxysilane (GPTES)
• Silane 10 – N-octyltriethoxysilane (NOTES)
• Silane 11 – methyltrimethoxysilane (MTMS)
Catalysts evaluated:
• Catalyst 1 – dibutyltin diketonate (DBTDK)
• Catalyst 2 – amine salt/zinc complex
• Catalyst 3 – diazobicycloundecene (tertiary amine)
• Catalyst 4 – triethanolamine/titanium complex (titanate)
• Catalyst 5 – dibutyltin dilaurate (DBTDL)
Sample Preparation and Testing
A masterbatch of plasticizer, filler, titanium dioxide, and UV additives was produced using a twin-shaft, jacketed, vacuum-capable sealant mixer, dried mechanically under vacuum at 185 ± 5°F to below 800 ppm moisture, then dried stoichiometrically to less than 100 ppmmoisture with para-toulene sulfonyl isocyanate. After drying, hydrophobically treated fumed silica was incorporated and the material was packaged into 10.1 oz foil-lined composite sealant cartridges for storage and dispensing.
Sealant samples were prepared using an Algimax II GX300 high-speed alginate mixer. Polymer was dispersed in masterbatch first, followed by silanes and catalysts.
Skin Formation, Tack Evaluation and Physical Property Testing
Samples were cast at 1/8-in. thick and stored at standard conditions (77 ± 2°F,
50 ± 5% RH). The time until skin formation was considered complete if no material transferred when the sample was touched. Tack was rated subjectively, using a scale in which 5 is the highest rating, equal to the complete absence of tack or “stickiness” of the cured material and 1 is the lowest rating, where it was difficult to remove a finger when the sample was touched, causing deformation of the entire sample or sample surface. Tensile and elongation testing was performed after curing for seven days at standard conditions, using a Tinius Olsen H5KT tensile tester at a crosshead speed of 20 in./min.
Shore A and Hydrolytic Stability Testing
Samples cast for tensile and elongation testing were also used to evaluate Shore A hardness and hydrolytic stability. After the one-week cure period at standard conditions, samples were “folded over” to yield a ¼-in. thickness for Shore A measurements. After tensile and elongation testing was completed, the untested portions of samples were placed in 160 ± 5°F tap water for seven days, removed and allowed to dry for one day at standard conditions and then measured again for Shore A hardness.
UV Exposure Testing
Samples were drawn down at 1/8-in. thickness on mill-finish aluminum panels and cured for seven days at standard conditions. After the curing period, samples were exposed to UV-A radiation using a QUV cabinet and evaluated for changes at 500 and 1,000 hours of total testing time.
Results
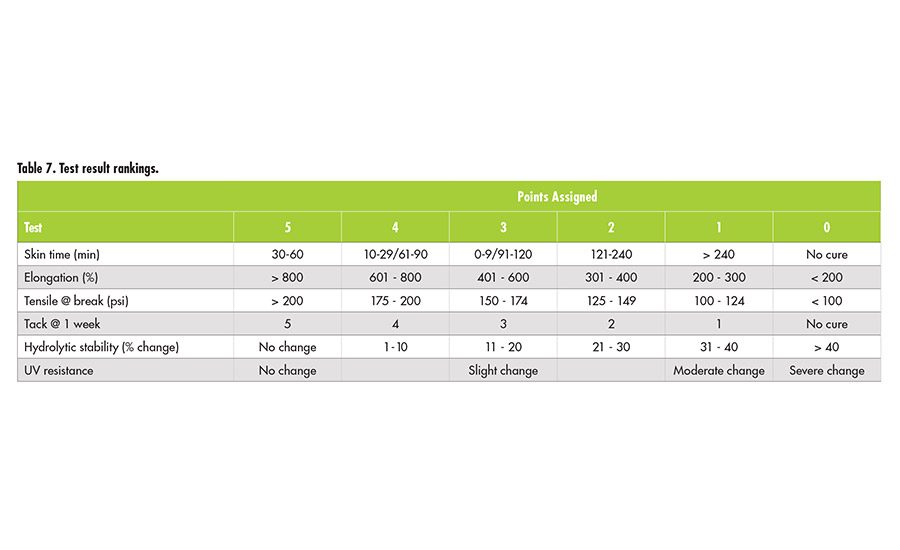
Test results can be found in Tables 1-6. In order to assess the effects of silanes and catalysts comprehensively based on each material’s performance over a range of tests, the results of each test were assigned a point value from 5 (optimum) to 0 (unacceptable), based on commonly accepted and desired values for each property. The points for each silane or catalyst were then totaled and ranked in order. Table 7 lists the point values assigned for each test result.
The various applications in which silylated polymers are used in the CASE industry and the range of physical properties the end uses require make it difficult to say that any one silane or catalyst is the best for any given polymer. The data collected and the ranking system used simply demonstrate how properties can be varied with different silanes and catalysts. Using this data, formulators can best decide which materials are suited for any given application
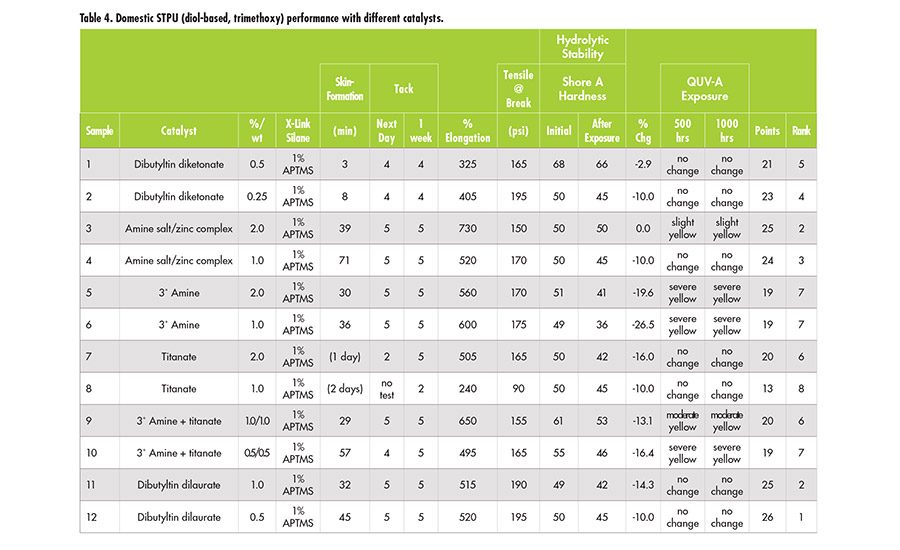
Domestic STPU, Diol-Based, Trimethoxy-Capped
With the exception of 3-amino-propyltriethoxysilane, the amino-functional silanes ranked fairly close together. The fact that these materials exhibited significant differences in tensile strength and elongation, but were still ranked similarly, demonstrates the fact that some polymer/silane combinations are better suited for high-movement, low-modulus applications and some for high-strength, low-movement applications. The non-amino-functional silanes, as well as 3-aminopropyltriethoxysilane, ranked lower than other silanes, primarily due to lower tensile strengths without a significant increase in elongation.
Dibutyltin dilaurate and the amine salt/zinc complex exhibited the best balance of properties of the catalysts tested. Based on the data, the levels of dibutyltin diketonate tested were perhaps too high for this polymer system. Times until skin formation were exceptionally low, as well as percent elongation, possible indicators of too high a degree of polymer/silane crosslinking.
Conversely, the levels of titanate catalyst tested were perhaps too low. Cure times for these samples were excessively long; however, once cured, a significant improvement in physical properties was observed when increasing the titanate level from 1%/wt to 2%/wt. Titanate levels higher than those tested may yield more desirable properties; however, it should be noted that higher levels of some catalysts may have deleterious effects on the UV stability of many silylated polymers. In all samples in which the tertiary amine catalyst was used, significant yellowing of samples was observed upon UV exposure.
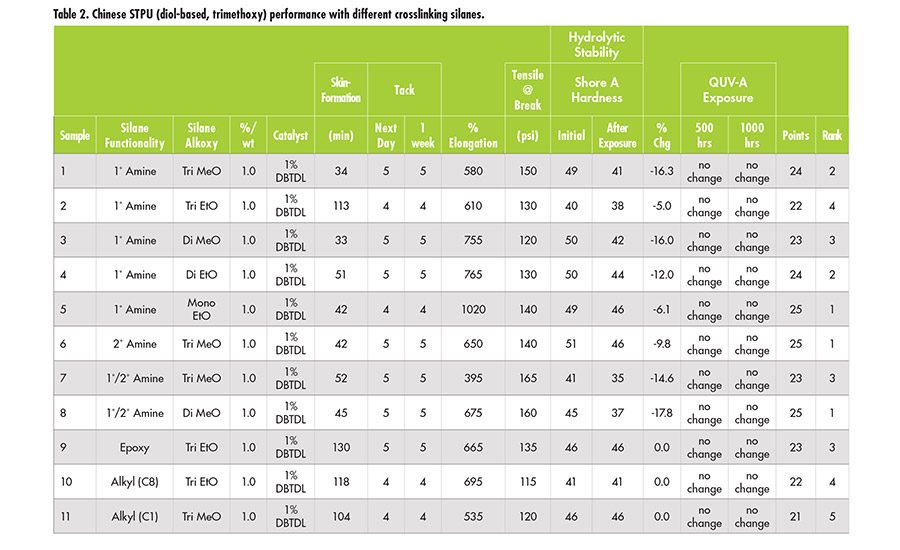
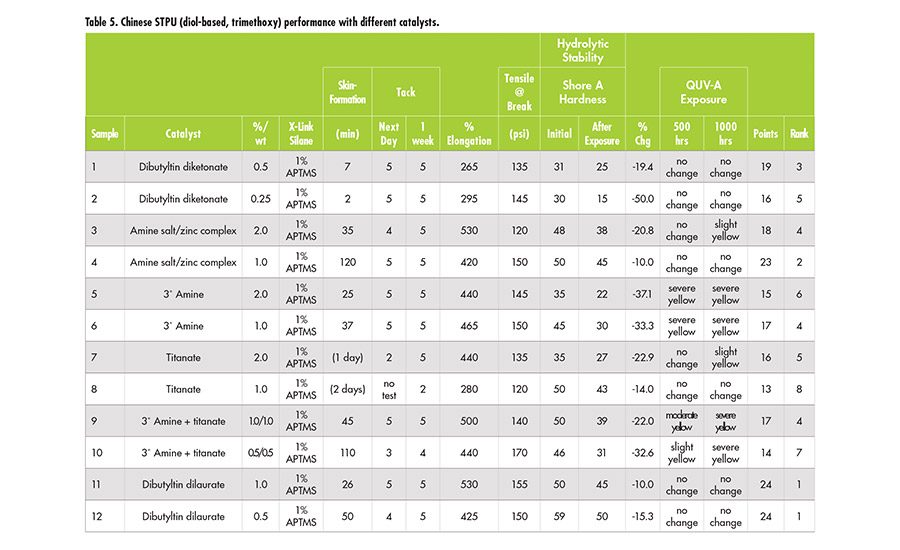
Chinese STPU, Diol-Based, Trimethoxy-Capped
As with the domestic STPU, 3-amino-propyltriethoxysilane ranked the lowest of the aminosilanes tested. The variability in the balance between elongation and tensile strength in similarly ranked samples observed in the previous polymer was also observed in this polymer, indicating that the desired cured properties of the elastomer can be selected based on the crosslinking silane or silanes used. Although the non-amino-functional silanes exhibited lower tensile strengths with only nominal elongation, as with the previous polymer, it is important to note that no change in Shore A hardness after hydrolytic stability testing was observed for samples prepared with any of those materials.
Like the previous polymer, dibutyltin dilaurate exhibited the best balance of properties of the catalysts tested. The amine salt/zinc complex also performed well at the lower level tested. At the higher level tested, an increase in hydrolytic instability and some discoloration after UV exposure were observed. Similar skin formation and tack tests were also observed with the levels of dibutyltin diketonate and titanate catalysts evaluated. Severe yellowing after UV exposure was again observed in all samples prepared with the tertiary amine catalyst.
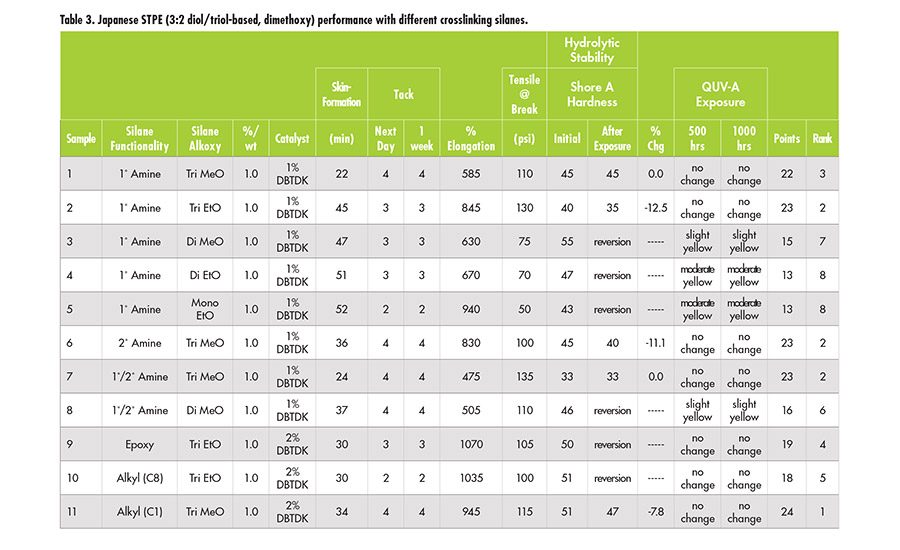
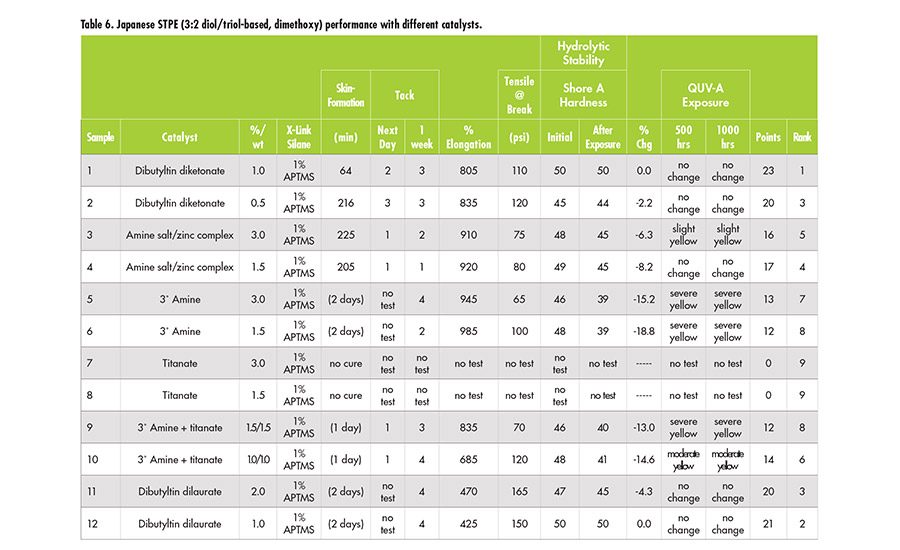
Japanese STPE, 3:2 Diol:Triol-Based, Dimethoxy-Capped
For all silanes tested, the tensile strength of the cured silylated polyether (absent of any urethane or urea linkages) was notably lower than comparable samples prepared using the silylated polyurethane polymers. The variation in properties with changing silanes was also significantly different in the STPE. The data indicate that a trimethoxy-functional silane of any type or an amino-functional triethoxy silane are necessary to yield an elastomer that won’t severely degrade upon prolonged water or UV exposure. Like the previous polymers, however, the STPE polymer also exhibited a variation in elongation and tensile strength balance in similarly ranked samples.
Based on the observations, the STPE polymer requires some type of tin catalyst, preferably the more active dibutyltin diketonate, to yield cured elastomers with acceptable properties. Other catalysts resulted in exceptionally long cure times or no cure at all, extremely low tensile strengths, and/or severe degradation upon UV exposure.
Summary
Many factors impact the properties of the cured elastomer: the selection of silanes and catalysts (as well as the interactions and relative reactivies of the alkoxy moieties of these materials), the polymer with which they are used, and how they are affected by catalyst and other silane functionality. A range of elastomer properties—from softer, higher movement sealant types to stronger, more rigid adhesive types—may be achieved with the same polymer.
For more information, contact the author at (484) 678-0185 or cross@easterlyresearch.com, or visit www.easterlyresearch.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!















