Char in Hot-Melt Adhesives: Eliminating the Enemy
Best practices and procedures for char-proof hot-melt systems.


If you are a hot-melt superhero and coating and laminating is your mission, you have one evil villain lurking around every corner: char. Okay, you might not consider yourself a hot-melt superhero, but make no mistake—there is no greater villain in a hot-melt operation than char. While char terrorizes many hot-melt operations worldwide, you have the ability to eliminate char and char-related problems. Before we can delve into how to defeat this malicious adversary, let’s make sure you understand your enemy.
What is Char?
Char is adhesive that has been blackened or burned. It is a particular challenge to hot-melt operations because of the heating and melting process required. Char can result from:
• Heating hot-melt adhesive at a too-high temperature
• Exposing hot-melt adhesive to heat for too long
• Exposing hot melt to heat and oxygen
When the effects of heat, time and oxidation begin to attack the hot melt, the adhesive starts to break down, as the adhesive’s polymer chains begin to form active sites. These sites can then combine to form gels. Gels stick to the walls of hoses and crevices in melt tanks, forming an anchor. Anchored hot melt does not effectively flow through hoses and tanks. Instead, these anchored pieces of hot melt are exposed to too much heat and begin to form char, or burnt adhesive. In almost all cases, the blackened char wreaks havoc on the coating and laminating process.
It is important to note that char is a tricky enemy; it does not always come from adhesive. In some cases, char is actually burnt particulate that gets into the adhesive. This is almost always the result of poor housekeeping. If the lid of the melter or adhesive container is left open, the contents are exposed to particulates, thus inviting char into your operation.
What Are the Effects of Char?
Once formed, char bakes onto the heated grids. Once this happens, it breaks off in pieces and:
• Clogs filters
• Stops up spray nozzles
• Clogs bead nozzles
• Works its way onto the substrate, leaving marks, streaks and uneven surfaces
• Eventually works its way into pumps, breaking seals, and scoring and damaging the pump walls
One of the most problematic issues with char is that once it gets into your systems, it is impossible simply to flush out. There will always be dead areas (corners) that can’t be flushed. The char hardens on the surface and continues to collect in those places. Those ever-growing char spots periodically break off and cause ongoing problems. Basically, once you get a char problem, it causes ongoing product quality problems, extensive maintenance issues and work stoppages. You will be fighting a never-ending battle until you take extreme measures.
The best way to overcome the problem of char is to prevent it from ever forming. Once char has formed, however, there is only one way to remove it from a hot-melt system. The entire system needs to be taken apart and the components must be burned out in a burnout oven, completely removing the char. This usually requires replacing seals and recalibrating the hot-melt system as well. It is a time-consuming and very expensive process with no shortcut; the only other option is a total rebuild.
There is, however, good news: You don’t need to fight this battle. With proper procedures, char can be prevented.
Char-Proof Melt Systems
Hot-melt systems can actually be char-proof, but the key is adhering to the correct procedures required by these systems, as well as developing a thorough understanding of the adhesive. Good communication is your best weapon. Effective and consistent communication between the production and maintenance departments is like Kryptonite to char.
Remember, it is far easier and less costly to prevent char than it is to eliminate it. The only good way to deal with char is to ensure that it never has the chance to infiltrate your system. Following is an explanation of instances where char commonly occurs and how to prevent it.
Proper Temperature
It is very important to know the details of your adhesive, including its softening point and the temperature vs. viscosity curve. The adhesive manufacturer should provide the maximum temperature for the adhesive, but that does not mean you should heat the adhesive to that temperature. Some manufacturers have a tendency to crank up the temperature to lower the adhesive’s viscosity, but the opposite should be the case—keep the temperature at the lowest possible to still be able to apply the adhesive.
As mentioned earlier, excessive heat breaks down the adhesive formulation, accelerating the gelling and leading to char formation. Some adhesives are much more susceptible to heat breakdown than others, so it is critical that you familiarize yourself with the adhesive and know how prone it is to breakdown. Pot life is the recommended amount of time that a particular adhesive can be under heat in a static state before it starts to break down. Consult your adhesive manufacturer for this information and communicate it to everyone who works with the adhesive. You might also consider consulting your adhesive manufacturer to be sure you are working with an adhesive that is less susceptible to charring.
Wide Applicators and Narrow Coating
Narrow coating with a wide applicator head is a common source of char creation in hot-melt systems. This setup creates dead zones in which the adhesive cannot flow, exposing it to constant heat for days or weeks at a time. This then leads to adhesive breakdown, gelling and char. To further complicate matters, when you adjust the applicator to a wider width, char clogs the system and/or deposits onto the substrate, diminishing the product’s quality.
Fiberized Spray Systems
Often, when purchasing a fiberized spray applicator, companies will buy a wide-width applicator to handle the widest width product they have, in hopes that it will work for their full range of products. For example, a company might purchase a 72-in.-wide applicator, but also run products that are as narrow as 48 in. The natural tendency is to turn off the nozzles not being used when running a narrow product, but that creates a problem. Just because those nozzles are closed does not mean there is no adhesive behind them. In fact, the adhesive is blocked up behind the closed nozzles, breaking down and eventually forming char. When you open these nozzles back up for the wider application, they are often clogged with char and can spray char onto the substrate.
Once again, though, the problem is preventable. To avoid char-clogged applicators, design the applicator head in section sizes that can be separated and completely turned off so that there are no dead zones or heated areas. The smaller sections would not only be turned off, but slid out of the way to prevent transfer of heat to the sections that have been turned off.
Slot Dies or Manifold-Type Dies
When dealing with slot dies, the tendency is to buy a die for the widest part and shim it down for narrower widths. Once again, the adhesive that sits behind the shim does not flow; thus, it cooks, breaks down and eventually becomes char. Afterward, any time a wider shim is inserted for wider-width coating, the char either creates streaks in the coating or puts char onto the substrate.
The proper way to handle this is with simple slot dies or precision-contoured manifold-type dies. For narrow widths in simple slot dies, you can close down some of the modules to the die. Another option is to insert pieces of O-ring cord to block off the dead areas inside the die. When using precision-contoured manifold type dies, have the die manufacturer make sets of filler blocks that match the contour of the internal manifold.
Proper Adhesive Level
Neglecting the proper adhesive level can cause the greatest amount of char. When the adhesive level gets too low, the heater grids become exposed, which creates a hot spot that can be oxidized; the result is char. This error typically occurs when you manually load pellets of adhesive into the melter. With manual loading, it’s common for people to get busy and forget to keep the tank full.
Fortunately, this is one of the simplest fixes. Two items can help solve this issue: an automated filling system and a level control system. An automated system is basically a suction wand that communicates with a level control device on the melt tank and automatically feeds the pellets into the melt tank on demand. The level control system automatically monitors the adhesive level in the melt tank and ensures that the level will never get too low and the grids will never be uncovered. This is the single most important thing a company can do to help prevent char.
Many different types of level control systems are available; one of the best types is a three-point level control system with adjustable set points. The top set point says it is full—no need to feed any adhesive to the tank. The next set point says it is low on adhesive and requires feeding the melt tank either manually or automatically. The third set point is critical: if the low level reaches this point, it means that the required adhesive feeding did not take place. When the system reaches this set point, it is triggered to shut down to prevent charring.
Adhesive Melt Tanks
It is very important to size the melt tanks properly. If a melt tank is too large for the application, adhesive will not turn over frequently enough. The adhesive that is retained in the tank for long periods of time will begin to break down and eventually char.
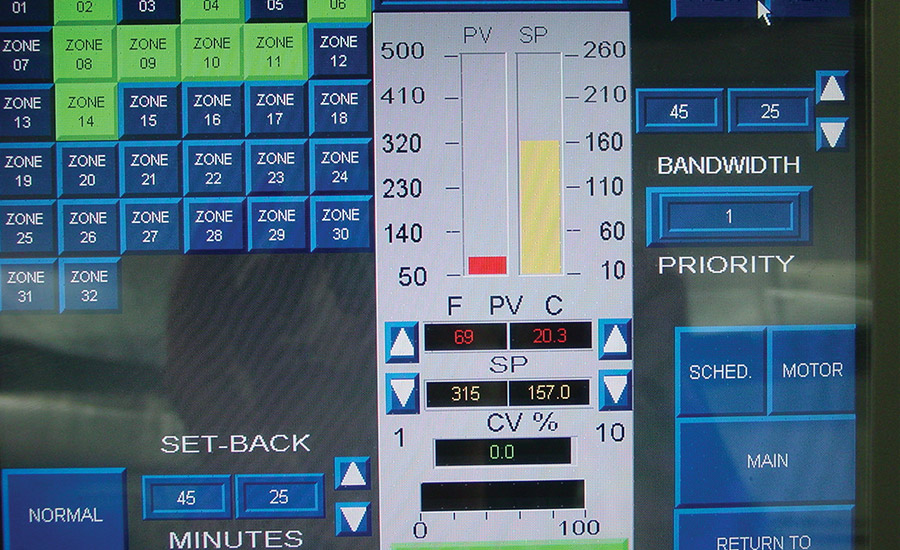
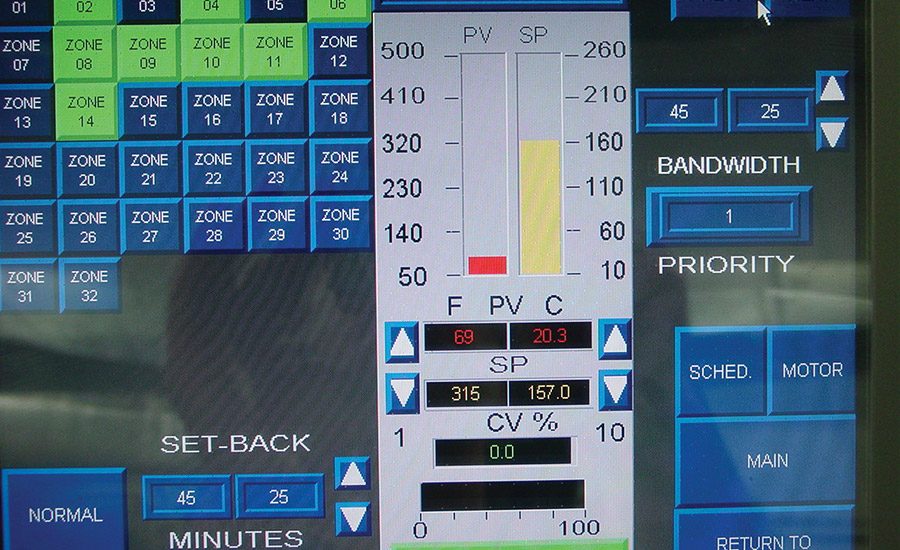
As mentioned earlier, one of the most imperative steps in char prevention is to set the temperature as low as possible while still accomplishing optimum coating or laminating. A good hot-melt system will have a temperature adjustment screen that allows you to adjust temperatures by zone. These temperature settings should also allow you to set an acceptability range or band on either side of the set point.
For example, let’s say that the intended application temperature is 350°F. Assuming that there are four zones in the melter (one zone for the hose, and four zones in the applicator head), you might set the top two zones in the melter to 325°F and then increase the temperature to 350°F as you get closer to the applicator head. You can also set the bandwidth of acceptability to ± 10°F. Should the temperature drift outside the band of acceptability, the system will set off a temperature alarm and shut down the system. Another device that can enable proper temperature maintenance is an in-flow temperature probe with PID loop capabilities.
In addition, if the system will sit idle for any length of time, the melt system should have a set-back temperature to drop temperature significantly—to just above the softening point—during idle times. This will help minimize the possibility of adhesive breakdown.
Nitrogen Blankets
Some adhesive are very sensitive and thus prone to charring. In these situations, the melter needs a nitrogen blanket. Remember that oxygen is a component that causes the charring process; to help prevent charring, eliminate oxygen. You can achieve this by placing a nitrogen port on the side of the melt tank. A nitrogen bottle can be connected to this port and slowly feed nitrogen, under very low pressure, into the melt tank. Melt tanks are not pressure vessels; hence, the nitrogen will leak out and be replenished by the nitrogen bottle. This forms a blanket and keeps oxygen in the air from contacting the adhesive.
Heated Hoses
If heated hoses sit with adhesive in them for long periods of time with no movement, a film of adhesive can form on the inside diameter of the hose. The film, which does not move, breaks down and eventually chars. After that, any time the hoses are moved or bumped, char will break free, which can clog filters or worse, come out on the substrate.
Poorly Designed Melt Tank Systems
The ideal melter is one that has a melt-on-demand system. This means that heat is not applied to the adhesive until there is a need for it. This type of melt system typically involves a non-heated tank with heater grids inside. This style of melter uses surface area and wattage to generate the heat to bring the adhesive to temperature.
Some melters on the market do not have heater grids, but rather band heaters around the perimeter of the tank. They draw the adhesive from the bottom of the tank. In order for the adhesive in the middle of the tank to reach 350°F, for example, the outer perimeter of the tank might need to be heated to 500°F to get the temperature in the middle of the tank to 350°F. By now it’s clear why that is a problem: overheated adhesive equals breakdown and char.
For more information, contact the author at (800) 966-6358, email mbudai@itwdynatec.com or visit www.itwdynatec.com.
Editor’s note: This article is based on a paper given at the Adhesive and Sealant Council’s Spring 2015 Convention and Expo.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!