What Was, What’s New, and What’s Next in Corrugating Adhesives
Sustainability and recyclability continue to be critical for adhesives in packaging applications, as does the need to continually improve efficiency and reduce cost.

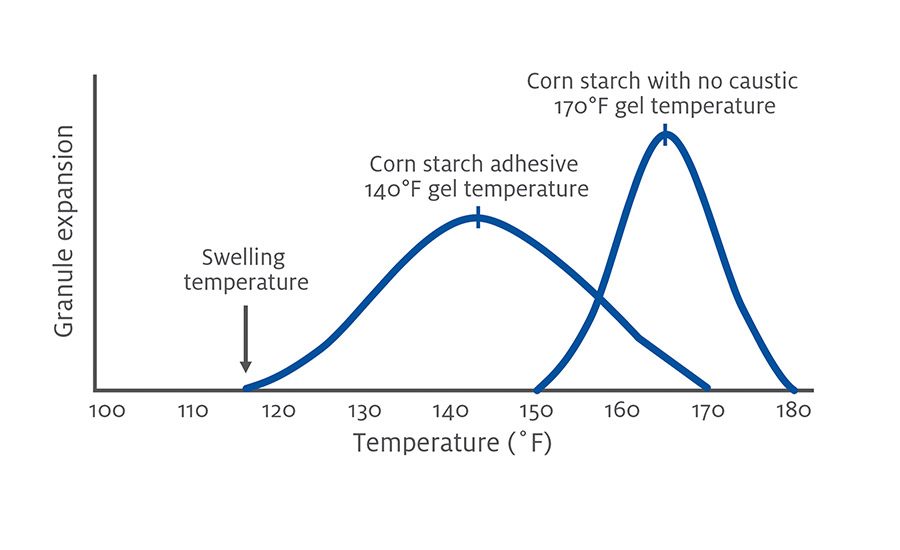
Figure 1. Caustic impact on gel temperature distribution.

Figure 2. Polymer solutions often are added to improve film properties.
As the corrugating industry’s workhorse, adhesives are diverse and cover a wide range of chemistries, forms, applications, and necessities. Packaging itself varies from heat-sealed polymers to plastics, foils, and paperboard. Whether rigid or flexible, packaging can provide barrier protection, strength, and aesthetics to the product design. Each type and subtype of packaging requires different adhesive solutions, ranging from quick-setting hot melts, aqueous laminating glues, pressure-sensitive tapes or films, and even solvent-based adhesives in extreme cases.
These ready-to-use adhesives make up the bulk of finishing adhesives used in package formation (whether folding boxes or sealed containers). However, most of the packaging that enables commerce still relies on a core structure: the shipping container, or typical corrugated box.
Retail-driven growth from the big box stores, large package shipping companies, and even from home food delivery are all driven and impacted by the corrugating industry. While many segments have looked at alternatives over the years (e.g., reusable plastic shipping containers), the corrugating sector continues to thrive and grow.
Thriving with Increased Recyclability and Cost Savings
The corrugating industry continues to thrive for several reasons, but the two most important are cost and recyclability. Cost is the most critical, as packaging is typically an afterthought and needs to be a manageable expense that delivers efficiently on performance.
Growing in importance is the recyclability element. In the case of paperboard repulpability, this means that old corrugated containers (OCCs) can be collected and sent to recycle mills to be reprocessed into paper and reused.
The historical and ongoing success of corrugated board in packaging is attributable to the industry’s efficiency, both from a functional sense and a cost perspective. While paper quality, basis weight, and strength dictate the box design, it’s the performance of the starch-based adhesive that is used to construct the corrugated container that makes efficiency possible.
Single-wall corrugated board is formed from three papers: a top and bottom liner and an internal medium that gets corrugated to make flutes. The adhesive is applied to the medium’s flute tips, and the first liner is applied with heat and pressure to form the first single-face bond. This web of material then has additional adhesive applied on the opposite flutes, and the second double-back liner is applied. The bond cannot be applied with high pressure because it would crush the formed flutes. Instead, it cures through a low-pressure hot plate section to complete bonding.
Heavier board grades can be made by applying additional layers of medium and liner to make double- or even triple-wall board. The speed that this continuous process can achieve is critically dependent on the bonding speed of the adhesive.
The Progression of Adhesives
Historically, corrugated containers were laminated with simple starch pastes; later, silicate adhesives were used in a very slow and tedious method. The process changed in 1936 when J.V. Bauer patented the use of the Stein Hall starch adhesive. While previous starch adhesives were slow drying, the Stein Hall process produced an adhesive with two phases: a pasted portion to provide viscosity, tack, and stability; and a second dispersed portion that would gel rapidly when heat is applied.
Over the last 84 years, the Stein Hall process of adhesive formulation has evolved and been refined and optimized. In simple terms, it has continued to persevere as the primary adhesive technique for corrugating.
Evolving from the Stein Hall Process
The Stein Hall process is relatively simple. Starch is pasted in water with heat and caustic, making up the primary portion of the adhesive. Additional starch (typically 5-10 times more than is used in the primary) is slurried in water to make the secondary portion, generally with a small amount of borax to provide tack. The two portions are blended to create a composite adhesive.
The slurried secondary starch stays suspended until the adhesive comes into contact with heat on the corrugator. At this point, it rapidly gels, making the adhesive solid and providing bonding. Various enhancements to the process have made the adhesive far more durable, stronger, and faster bonding.
Rather than a two-stage Stein Hall system, newer adhesives are made in high-shear, single-tank systems. The shear from mixing helps break down the cooked portion’s viscosity to improve application and stability in the pumping system. Starch pastes shear mechanically, so they can lose viscosity when circulated with higher shear pumps (fan type) or piping with excessive bends or turns.
Modified or specially sourced starches have been used to improve consistency, stability, or performance of adhesives. Performance additives also impart specific functionality to adhesives, like water resistance or improved penetration into a difficult paper grade.
Keys to Adhesive Formulation Success
Proper formulation is a crucial success factor of the corrugating adhesive, so much so that most corrugators rely on their starch and additive supplier to provide the initial adhesive formula. These formulas vary based on the grades of boards produced, the type and age of equipment (either adhesive preparation or the corrugator itself), and the performance expectations of the adhesive. As a result, this market is segmented from other industrial starch markets and supplied only by companies committed to servicing and formulating for corrugating.
Each component provides a critical function in the adhesive. The starch that is pasted must have consistent batch-to-batch viscosity. Caustic is added to assist the pasting of the primary starch and also to lower the overall adhesive gel temperature to enable rapid bonding and faster production speeds.
When caustic is added to starch adhesives to lower gel temperature, the distribution curve becomes broader as the average gel temperature (peak) is reduced (see Figure 1). The minimum swelling temperature of the adhesive needs to be above the maximum adhesive storage temperature to avoid viscosity growth. This limits the gel temperature reduction that can be achieved by caustic in the adhesive.
While native corn starch (by far the most common starch source in North America) has a natural gel temp of about 75°C (168°F), corrugating adhesives are typically formulated to 60-65°C gel temperatures (140-148°F). This temperature range is critical so that the adhesive will remain fluid at operating temperatures of typically 37-40°C (100-105°F) without viscosity growth in storage.
Borax provides a degree of buffering to the caustic and also provides both wet tack and crosslinking to enable a firm, rigid gel. Borax dosage is important as it can affect flexibility or brittleness of the finished bond and acts as a humectant in the adhesive.
Finally, the remaining starch that is suspended as the secondary needs to have good stability in high alkali so that it remains in suspension rather than gelling prematurely. Water also can have a significant impact on the adhesive, from hardness to pH. In many plants, reclaimed water (treated or sometimes untreated) is used in adhesive manufacture.
Solving Production Challenges
The corrugating industry itself continues to evolve, and that transformation appears to be accelerating—specifically with growing demand from online commerce. Production speeds, which 30 years ago seemed to top out at about 180 M/min (600 fpm), are now entertaining speeds of 460 M/min (1,500 fpm) on the latest equipment.
Machine size has dramatically increased as well, with the newest machines reaching machine widths of 3,300 mm (130 in.) vs. original widths of 1,750 mm (69 in.). These larger, faster machines (coined as super corrugators) are replacing several older and smaller machines, creating networks of highly efficient sheet-feeding hubs for smaller sheet plants that convert the board into specific packaging.
These innovations do not come without challenges to both equipment manufacture and maintenance, as well as to adhesive formulation. Adhesives need to perform at peak condition to meet quality and production demands. The bonding speed needed leads to formulating adhesives that gel at lower temperatures, dry faster, and apply evenly and consistently to the substrate. As such, the starch itself needs to meet far tighter performance specifications than 30 years ago. The formulation of chemicals needs to be adjusted to provide performance without sacrificing the stability of the adhesive.
A large concern is that starch could be alkali sensitive, meaning the suspended secondary starch could begin to prematurely gel in the presence of the caustic. This concern tightens manufacturing conditions for corrugating starches.
Additives to Heighten Performance
Additional performance additives are also incorporated into these adhesives to further optimize them for the increased performance demands of modern equipment. In addition to thermal-setting resins, which provide water resistance when needed, functional additives are now prevalently used to improve tack, texture, rheology, or functionality of the adhesive.
Polymer solutions often are added to improve film properties (see Figure 2) or green tack, and surfactants can improve penetration into coated or difficult-to-bond papers. Specialty foam inhibitors can be added, specifically for faster machines that tend to foam adhesive from roll velocity. The latest technology additives even improve the drying or dehydration rate of these adhesives, specifically on heat-limited equipment.
Boosting Speed, Strength, and Sustainability
Production speed is not the only innovation driver in the industry. While both corrugating base papers and adhesives are repulpable and therefore recyclable, some of the chemistries used in manufacturing, specifically of specialty performance packaging, can present issues to recycling or provide environmental concerns to machine operators.
A notable example of this issue is the evolution of thermal-setting resins for water resistance. These resins are made from formaldehyde-containing substrates, and early resin versions would have 1% and greater free formaldehyde content remaining. As environmental concerns evolved, the residual amount of free formaldehyde was reduced; top manufacturers can now provide resins with no detectable free formaldehyde.
Likewise, waterproof containers were traditionally made with wax treatment, either through the impregnation of papers or curtain coating of the finished packaging. Wax treatment renders corrugated board not recyclable, and it is instead sent to landfills. This wax problem becomes worse for grocery or retail stores that cannot segregate their trash corrugated containers into wax treated and not waxed. When mixed, everything goes to the landfill, leading to reduced recycling efforts (and a reduced number of repulpable boxes going back into the recycling system).
Over the last decade, new coating technologies have emerged that can be recycled and still provide the needed water resistance. However, these coated papers introduced a new set of bonding challenges. As a result, the latest technologies led to new performance additives and penetrants specifically designed for these coated papers.
Moving to Borax Alternatives
The most recent environmental driver has been the move away from dry borax. While borax is a uniquely effective crosslinker and tackifier for corrugating adhesives, it has physical and ecological concerns. The handling of borax (usually in 50-lb bags) is labor intensive, and dust is a concern. Due to its hygroscopic nature, borax readily cakes up in the presence of moisture. Environmentally, it is a tracked aquatic contaminant, and in Europe is being considered for the substance of very high concern (SVHC) list.
In response, the industry is now moving toward liquid alternatives to borax, many of which provide similar crosslinking and tack without dust and handling issues and also reduce the boron content of the adhesive. Next-generation modified starches are now starting to make progress in moving to a completely boron-free corrugating adhesive.
Continual Improvement
Packaging adhesives cover a wide variety of chemistries and applications, much like packaging itself varies over a broad line of definition. Corrugated containers continue to be one of the most versatile and efficient solutions for a range of packaging; with growing e-commerce, corrugated continues to outpace other industrial segments for growth.
Due to the magnitude of this segment, sustainability and recyclability continues to be critical, as does the need to continually improve efficiency and reduce the cost of this packaging. The starch-based adhesive that drives packaging has evolved over time but still reflects the low cost and efficient adhesive developed over 80 years ago. While the core of this adhesive remains the same, it has evolved to meet increasing performance and environmental demands over time and continues to help drive packaging today and into the future.
For more information, contact the author at (708) 563-6522 or roman.skuratowicz@ingredion.com, or visit www.ingredion.us/corrugating.
Author’s note: The information in this article is for educational purposes only, and Ingredion makes no representations or warranties about the accuracy or validity of the information.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!








