Advancements in UV LED Curing Technology for Adhesives
The gaps that previously existed between traditional lamp solutions and UV LED-based curing systems have been narrowed.

Assembly and manufacturing processes are highly dependent on the rapid and effective curing of ultraviolet (UV) adhesives. Historically, mercury arc lamps have been used as the curing source in a wide range of industrial applications and processes to polymerize adhesives. With its broad spectrum and high output at various peak wavelengths in the UVA, UVB, and UVC regions, lamps have provided an effective solution for many years. However, older mercury lamp solutions incur disadvantages such as shorter life spans and higher operational costs, which can be eliminated by a newer technology: light emitting diode (LED) solutions.
Until recent years, UV LEDs have been a technology faced with a number of barriers that have prevented wide commercial adoption. High cost and limited availability of LEDs, low output and efficiency, and thermal management challenges, combined with adhesive compatibility, were factors that prohibited market traction. With advancements in UV LED technology, however, the use of UV LEDs for adhesive curing has become increasingly prominent.
Overview of UV LEDs
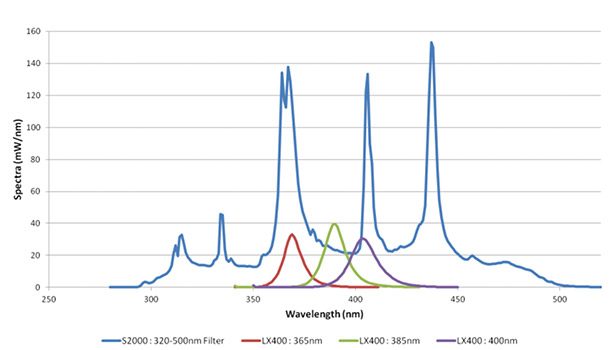
LEDs have been promoted as a next-generation light source for over a decade, but until recent technological advances, they have not been a commercially viable solution. LEDs offer numerous benefits over traditional technologies, and unlike other sources such as arc lamps, they emit a narrow spectrum at specific wavelengths, with UV LED outputs typically falling between 365-405 nm (see Figure 1).
LEDs provide multiple advantages over lamps, including longer life, “cool” curing, reduced operational costs, environmental benefits and increased functionality. In well-designed systems with good thermal management, UV LEDs easily outperform mercury lamps with a typical lifetime of over 20,000 operational hours. When taking into consideration the instant on/off capabilities of LEDs in comparison to the “warm-up” time required by lamps, the usable on-time duration of LEDs is much more, thus further extending the operational lifetime. Moreover, LEDs can be used for pulsed operation. Implementing features such as pulse width modulation (PWM) can help optimize the use of UV LEDs while at the same time saving energy and minimizing maintenance costs.
As more manufacturing processes require curing onto heat-sensitive substrates, lamps have become a less viable curing solution, while LEDs have become more attractive. Without any infrared emissions, UV LEDs allow for a much cooler cure, and in combination with the narrow band output from LEDs, a reduced amount of heat is generated compared to the broad spectrum emitted from lamps.
With less down time, lower energy consumption and reduced replacement inventory requirements, cost of ownership is optimized with use of LED-based solutions. The installation of curing solutions that do not require the need for venting and added cooling (e.g., chillers or heat exchangers) simplifies integration into production lines and eliminates costly redesign of manufacturing processes.
UV LEDs offer a number of environmental benefits, with the absence of mercury content or ozone emissions being key factors. More importantly, significant energy savings can be realized, as the electrical power consumption with LEDs is far lower than arc lamps. While the spectrum emitted by UV LEDs is narrow, the usable output is considerably higher than traditional lamps, where the broad range of wavelengths is filtered to use only a small portion of the produced output. This, in combination with having a longer life, allows LEDs to reduce the carbon footprint while providing a more efficient and safe environment.
UV LEDs are able to offer features that traditional curing sources cannot. Functions such as dimming or on/off switching (as previously discussed) provide more flexibility and a broader range of control. For example, using PWM to drive the LEDs can provide an infinitely variable control of the output.
Evolution of LEDs
While the adoption of LEDs for consumer devices and applications such as televisions, electronics, displays and lighting has been prolific, this uptake has been predominantly in the longer wavelength spectrum of visible light or infrared. Until recently, UV LEDs have experienced a more modest adoption due to a number of commercial and technological challenges. Some of these barriers included high cost, low output power and efficiency, as well as thermal management challenges. These areas have made significant progress and, as such, have helped advance the acceptance and viability of UV LEDs as a curing solution.
Cost
As with most new technologies, acquisition costs tend to be greatest in the early stages of product availability, and they decline as mass market adoption occurs. While LEDs contribute most to system solution costs, the implementation and efficiency of designs also dictates how well the energy is both extracted and delivered. For instance, the better the implementation of optics and cooling, the fewer LEDs will be required.
Despite much of the LED development and adoption being focused on visible light, the growing market, increasing commercial use of LED, and investment into the technology itself has helped to drastically improve the landscape for UV LEDs as well. Efficiency and yields have been on the rise while costs have come down—perhaps by more than a factor of 10 over the past decade. This all has contributed to wider adoption, increased volumes, and better support from formulators to have UV LED-compatible adhesives available for the market.
While the upfront capital investment in a UV LED curing system may be higher than a lamp-based solution, the gap in expenditure has narrowed significantly in the last few years, making the payback period much shorter. Since LED solutions provide reduced operational costs and higher yields, the economic gain for manufacturers quickly adds up to condense the payback period. With a growing demand and further advancements in process and technology, the overall cost of UV LEDs will continue to be on the decline.
Output Power and Efficiency
Arguably one of the areas under most scrutiny for UV LED technology is the efficiency and maximum optical power that is produced. The curing of adhesives requires a concentrated dosage of energy to be delivered; this can be achieved through LED systems by concentrating the optical energy through optics and/or packaging. High-power systems are created by grouping arrays of LED die together and increasing the packing density, which, in principle, results in higher radiated power.
In practice, however, there are limitations to the packaging. Higher packing density results in a greater power per area (i.e., an increased irradiance), but with that must also come the handling of an increased heat density and power consumption. Since intensity is inversely proportional to the junction temperature of the die, maintaining a cooler die not only extends life and improves reliability, but it also increases efficiency and output.
The components of LED arrays, thermal management and optics all work together, since optimizing one piece often impacts the others. For example, the effective use of optics will allow light to be projected more efficiently, thus reducing thermal load, increasing irradiance at longer working distances, and reducing the number of LEDs required (and as a consequence, lowering cost). A good implementation of UV LED systems requires expertise in each area, and an understanding that each piece is interwoven to work as an ecosystem.
The challenges regarding the packaging of UV LEDs into arrays have, of course, been overcome, as there are a number of solutions available today for various applications. One solution* includes both small and larger area UV LED curing systems for manufacturing processes, with optimized outputs and different wavelength offerings. Common wavelength options in the UV spectrum include (but are not limited to) 365, 385 and 395 nm.
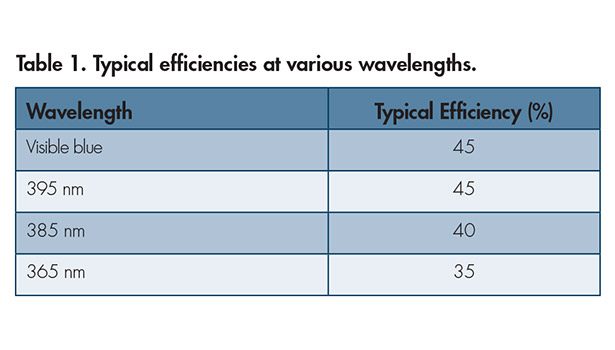
As wavelengths increase, the output power, efficiency and costs also scale. At the lower end of the UV spectrum, 365 nm LEDs provide less output than the upper spectrum at 395 nm. Since the performance of the die is better at longer wavelengths, cost per watt output is lower while delivering more energy.
Depending on the application and the adhesives that are used, 395 nm wavelength solutions can often adequately cure formulations at a more economical price than 365 nm alternatives. In other instances, 365 nm may truly be needed to achieve full cure. However, as more processes begin to adopt UV LED curing, the commercial drive has pushed chemical formulators to produce tailored products that respond to UV LED light. These advances in formulations have resulted in adhesives with photoinitiators in the UV range that require less energy to cure and do not compromise on the quality of cure. Table 1 provides an overview of typical efficiencies at various wavelengths.
*OmniCure®, available from Lumen Dynamics.
UV LED System Solutions
UV LED curing systems typically comprise an LED head, power supply and interconnect cables. Piecing these components together to create a viable solution is a challenge, with the bulk of engineering development being focused on the UV head design.
As mentioned previously, high-power systems are created by densely populating LED die in arrays. The complexity in the packaging of arrays alone is one aspect, but these arrays must also be housed, driven, cooled and optimized. The roles that thermal management and optics play in a system design are profound, as they help dictate the efficiency, form factor and implementation.
Thermal Management
The cooling of discrete UV LEDs does not present a particularly difficult engineering challenge. However, creating a solution using LED arrays that can meet commercial needs is a demanding and technically complex task. Factors that dictate the design of a solution include performance, space and system size constraints; noise; environmental conditions; and ease of integration.
As outlined previously, the performance, reliability and lifetime of LEDs, particularly those in high-density and high-output arrays, are dependent on how effectively the heat is dissipated. High peak irradiance and dosage are necessities in UV curing. Thermal management is often overlooked, but it plays a crucial component in the successful execution of a design to achieve the required performance parameters. There are currently two implementations of thermal management: water and air cooling.
Water cooling is an extremely efficient method of extracting heat, particularly in applications where high power densities are required over large curing areas. Low junction temperatures can be more easily obtained with this technique; consequently, higher efficiency, longer lifetime and great reliability are the end result. Another advantage of water cooling is the compact UV LED head size, which permits integration into applications where space around the curing area is limited.
However, the drawbacks of water-cooled solutions are the heavier weight of the curing unit, as well as added complexity (including floor space) to integrate such a solution. The need for chillers and water pipes requires extra infrastructure that some applications or industrial environments cannot afford.
The second thermal management solution is air cooling. Since air is inherently less effective at extracting heat than water, special design considerations must be made to enhance airflow, as well as to the packaging of LEDs and optimization of the curing solution by employing the use of optics. The benefits that air-cooled systems bring are the ease of integration, light weight, and reduced costs, with no need for external chillers, tubing, or coolant.
In their infancy, air-cooled solutions could only be used for low-output UV applications. In recent years, however, considerable advancements have been made, such that higher power air cooling implementations can be achieved without negatively impacting lifetime and reliability. One solution* has UV LED air-cooled product offerings for area curing with peak irradiance up to 8 W/cm2. The AC series provides solutions for varying applications and market segments to cure adhesives, coatings and inks.
Optics
The maximization of UV LED output power is crucial in the implementation of these systems. Through the use of optics, the energy from LEDs can be better extracted and delivered to the substrate or adhesive. Different methodologies ranging from reflection to focusing light with lensing can be used to enhance the output and minimize energy loss.
Depending on the application, optics can be customized to meet performance requirements such as working distance and curing area. For example, in some manufacturing processes, a very narrow beam of UV energy is needed. Having a window (or flood) that illuminates onto a wide area for such a process would mean the majority of energy is wasted. In addition, in most manufacturing environments, a minimum working distance is required. Since LED outputs typically degrade with distance, despite rated performance at the emitting window or source being high, the decay as you move away from the window and increase working distance means the actual energy received is much less. In these cases, employing optics to focus the UV light in order to optimize the output results in a more efficient solution.
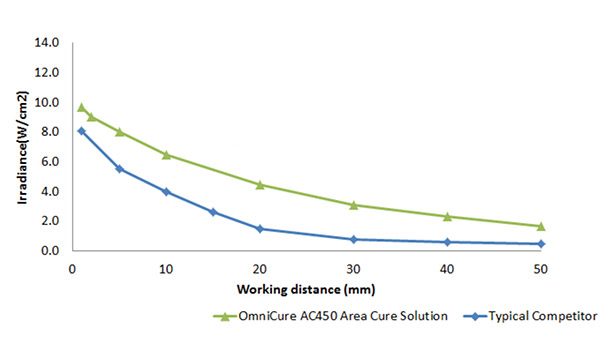
Figure 2 illustrates the advantages that optics bring for UV LED area curing solutions. It can be seen how the irradiance levels of a solution that uses optics* can be maintained at longer working distances when compared to a solution that does not use optics. Depending on the application, longer working distances may be a necessity; having a narrower, more focused illumination area can enable manufacturers to increase productivity by maximizing the use of UV energy. Optics can also enhance the flexibility of UV curing solutions, allowing systems to be joined together while maintaining the same uniformity between the units.
Multiple Applications
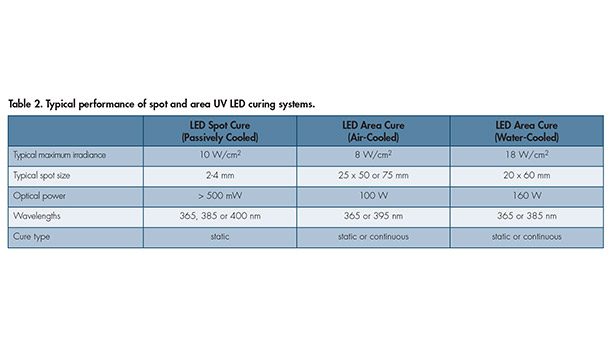
A wide range of applications can take advantage of the many benefits that UV LEDs bring. From spot curing to small- and large-area curing requirements in medical, electronic, industrial, automotive, and optical fiber manufacturing, UV LED solutions can offer greater flexibility than lamp-based curing solutions. Table 2 compares typical performance of spot and area UV LED curing systems.
The gaps that previously existed between traditional lamp solutions and UV LED-based curing systems have certainly been narrowed. Whether it is performance, cost, or availability of formulations that are compatible with UV LEDs, the technology has unquestionably made considerable advances to allow UV LED curing solutions for adhesives to become commercially viable.
For additional information, contact the author at pamela.lee@excelitas.com, or visit www.ldgi.com or www.excelitas.com.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!










