Pre-Dispersion Equipment Engineered for Lightweight Adhesive Fillers
An innovative dispersion technology assists in the homogenization of highly filled adhesives.

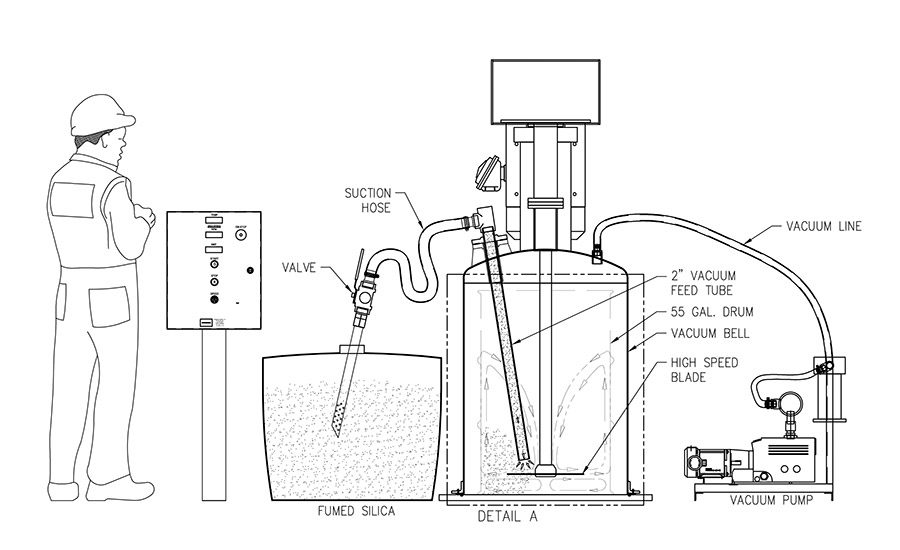
Figure 1. Sub-surface incorporation of SG < 1 (i.e., floating solids). The low bulk density of fumed silica necessitates the assistance of vacuum for ease of addition. The vacuum bell creates low pressure, which feeds the fumed silica from a flexible intermediate bulk container to the mixing vessel and injects it below the liquid surface. The mixer is operated from a remotely located control panel, which displays mixing parameters and monitors temperature and pressure within the vacuum bell. The intrinsic air content of fumed silica makes compulsory the degassing of the pre-dispersion via a vacuum bell (for 55-gal drum configuration) prior to incorporation with the main batch (remainder of resin/liquids, and SG > 1 non-floating solids).
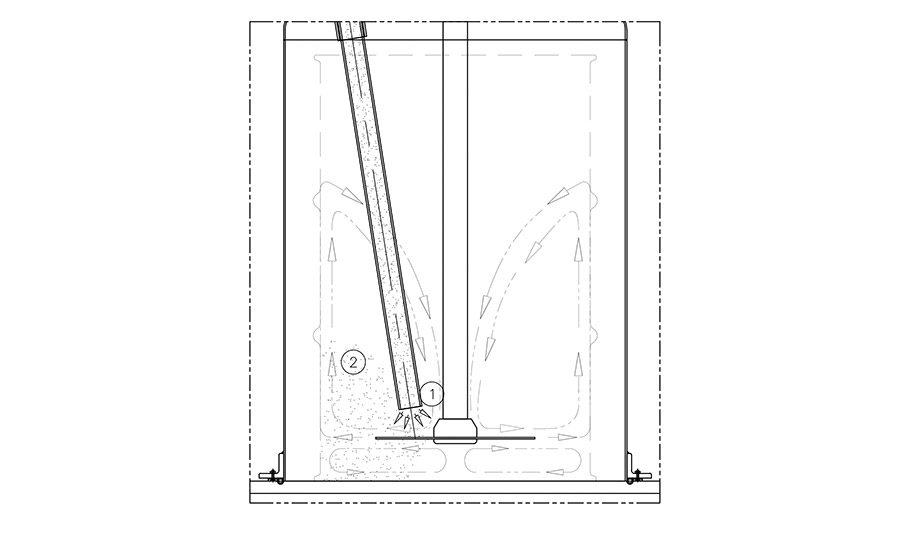
Figure 2. Powders are injected sub-surface inches above the high shear blade. The aggressive saw-tooth design of the disperser blade efficiently transfers shear to: 1. nearly instantaneously wet out particles, and 2. evenly distribute throughout the batch. Given the blade design and mixer configuration, the powders are immediately wetted, eliminating the issue of encapsulation. The flow pattern of this setup quickly homogenizes (via distributive mixing) and reduces agglomerates to aggregates to provide an optimum particle size for rheology control and finished-product mechanical reinforcement.
Adhesives, sealants, and their hybrids are crucial for many industries in which weight and performance must be balanced and tradeoffs limited, such as automotive, aerospace, and marine. In many cases, adhesives and sealants are expected to play a secondary role of providing structural integrity and force transmission. To optimize the mechanical properties of these products, as well as limit the cost associated with resins and polymers, fillers are commonly used.
Mixing and dispersing highly loaded adhesives has many challenges: creating the right balance between cost and performance; the amount and type of filler to use; and the interaction (or lack thereof) between the filler and the solvent component of the adhesive. An innovative dispersion technology has been developed to assist in the homogenization of highly filled adhesives, particularly fillers that are often difficult to incorporate into adhesive formulations.
Fillers in Adhesives and Sealants
Many fillers are acceptable for various grades of adhesives and sealants, some with more desirable properties for certain formulations or applications. Work done by the Army Research Laboratory (ARL) investigated the curious finding that Humboldt squid beaks are among the hardest organic materials known, which raised the question: How are forces transmitted from this extremely hard beak material to the soft, malleable body, to provide sufficient impact force at the beak’s tip, yet cause no damage to the soft tissues to which it is connected?1 This natural example is analogous to the bonding of disparate materials—such as metal to rubber—via an intermediate (property-wise) adhesive, sealant, or adhesive/sealant hybrid.
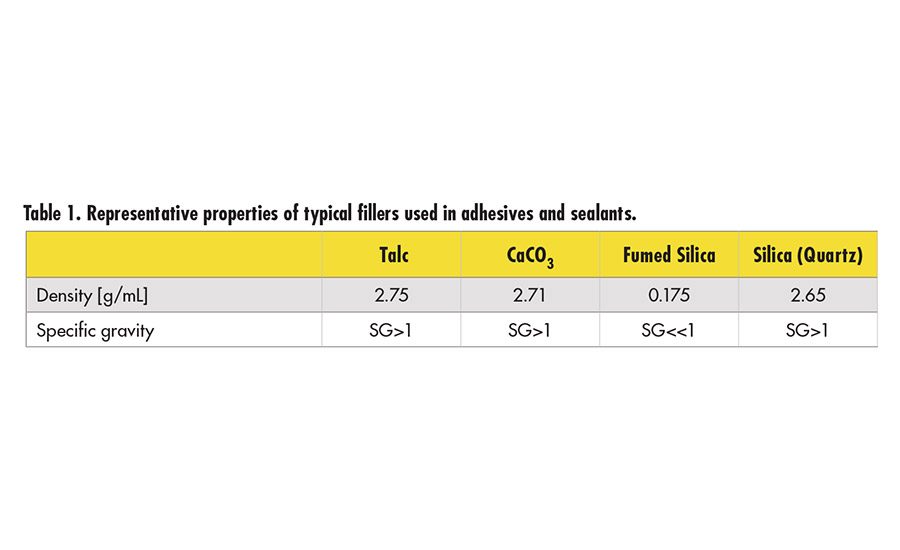
Highly filled adhesives exhibit greater resistance to elongation and peel. With all of the positive tradeoffs (benefits) of formulating filler-dense adhesives and sealants (such as reduced resin/solids demand, reduced production cost/energy input, and novel and improved physical and mechanical properties), formulating with the right filler can be a game changer. In the aforementioned industries where product weight is critical, the use of dense fillers such as calcium carbonate (CaCO3) and talc (Mg3Si4O10(OH)2) can be problematic (see Table 1).
By definition, a filler is an extender, something that is added to a formulation to “bulk up” a product in an effort to:
1. reduce demand of expensive, dangerous, or otherwise limited materials, such as resin, thereby reducing cost to produce; 2. reduce weight (decrease cost to ship or operate); and 3. add some property that the unfilled product does not possess (increase desirability of the end product). In short, fillers reduce some cost or impart some otherwise unobtainable characteristic.
This article focuses on epoxy-based adhesives that are optimized for transport via weight-reducing fillers, namely fumed silica. Fumed silica is commonly used in transportation-based adhesives not only for its weight-reducing properties (it is lighter than the resins it replaces), but also for improved strength (force resistance) when bonding dissimilar elements, such as metal and rubber.
Fumed silica is traditionally added to a pre-dispersed resin-solvent mixture in the form of a dry powder, which is either vacuum pumped through a wand-and-hosing assembly or manually poured into the mixing vessel by an operator. Both of these methods can result in significant dusting in the vicinity. Due to the low specific gravity (SG < 1, as determined through bulk density) of fumed silica, it does not readily distribute. In addition, due to the relatively high surface area (as well as other surface characteristics, which vary by product), it naturally agglomerates. As a general rule, the higher the surface area of a grade of fumed silica, the more energy will be required for complete dispersion.2 These traits portend lengthy dispersion times to produce a homogenized product.
Pre-Dispersing Fillers
All processors desire elegant, simple working solutions to complex scenarios in which a give-and-take is necessary. Understandably, they wish to simplify production—but not at the expense of finished product’s quality and/or end-user satisfaction. A pre-disperser addresses both of these concerns: to maintain or improve product integrity while simultaneously improving the health, safety and efficiency of the production facility.
During the mixing process, wettability of fillers is a primary concern, as it directly impacts both the length of time to homogenize and the energy required to produce a batch. During the lifetime of the material, adhesion and adhesive forces are of utmost importance, as this trait determines product functionality and usability. In other words, during mixing, the solid-liquid interface is critical; once the product has been cured and is in use, the adhesion between solid-solid (i.e., solid filler-solid adhesive) is most important.3
Certain lightweight fillers, such as those that tend to dust (e.g., fumed silica) can be purchased as pre-dispersed suspensions; however, this entails modifications to a formula. If a pre-existing formulation is to be prepared as-is, yet while desiring a shorter mixing time, a pre-dispersed solution of filler and a complimentary solvent can be prepared and pumped into the main mixer when it is time to incorporate the standardly dry filler(s). There are several advantages to this configuration, most notably integrity of the product, process, and plant.
By pre-dispersing your own fillers, you are not required to alter the formulation or the raw materials that must be purchased. If supply lines or contracts are already in place for dry filler addition, you don’t need to be concerned with breaking contracts or having existing supplies go unused. Pre-dispersed fumed silica is generally offered as an aqueous dispersion; if water is not a formulation component, or the water-silica slurry concentration is insufficient, these convenient offerings cannot be used effectively.
In addition, you can retain the formulation while improving on the production environment and operator health and safety. Operator health is improved by virtually eliminating nanoparticulate inhalation and exposure. In addition to expediting wetting via degassing of the highly porous fumed silica, the vacuum bell completely encloses the 55-gal drum disperser. This enclosure eliminates the risk of operators being exposed to rotating shafts and other hazards associated with open-container mixing, which are becoming more of a concern as the Occupational Safety and Health Administration (OSHA) regulation becomes more stringent.
Pre-dispersion units are engineered to provide efficient wetting of fillers within a liquid component of the main batch. Figures 1 and 2 show a 55-gal drum, vacuum bell-style pre-dispersion unit with a remote operator control station. The first step in preparing the pre-dispersion is to charge the mixing vessel with a suitable liquid that is a portion of the main batch. The definition of a suitable liquid varies depending upon the desired pre-dispersion filler/liquid ratio, as well as the desired viscosity of the finished pre-dispersion. For example, if a relatively low fumed silica concentration is desired while providing rheology control, the filler and liquid should have opposing properties (i.e., a hydrophilic fumed silica dispersed in a non-polar liquid exhibits marked thickening and gelation with a relatively small quantity of filler). If high fumed silica loading is desired—or a highly concentrated pre-dispersion for later dilution—the surface properties of the fumed silica should complement the liquid. For example, hydrophilic fumed silica in a polar medium will remain lower viscosity with a larger filler volume due to the ability of the filler and liquid to interact. (As a corollary, thickening or gelation occurs due to the lack of interaction between filler and fluid-steric shielding.)
The desired filler loading determines the starting quantity of liquid charged into the mixing vessel to ensure sufficient blade coverage during the early stages of dispersion, as well as adequate freeboard once all solids are charged. Once the liquid is added, the vacuum bell cover is lowered into place and the vacuum pump is started. Pressure output on the remote operator control panel allows the operator to open the mechanical valve attached to the suction feeding hose when low pressure is sufficient to suction the fumed silica. The valve can be opened partially to allow continuous, low-volume throughput, or opened and closed at a pre-determined interval to allow pulse-flow feeding of the fumed silica.
Due to the branch-like, three-dimensional structure of fumed silica, the majority of its volume is comprised of air (fumed silica is roughly 5% the density of quartz silica). The application of vacuum to the mixing vessel expedites the removal of air from the product and makes the wetting process more efficient as the air expands and exits, leaving the liquid adhesive base to “rush in.”
Conclusion
After surpassing the hurdle of fine-tuning a formulation and process, it can be daunting to consider changes that may seem unwarranted. Through reevaluation, however, it is possible to maintain formulation while actually improving on the process, resulting in improved efficiencies and, ultimately, savings.
For more information, contact the author by phone at (323) 560-4723, ext. 216; fax (323) 771-7789; email sshira@myersmixers.com; or visit www.myersmixers.com.
References
1. Stabler, C.; Toulan, F.; La Scala, J., “Functionally Graded Adhesives,” ARL-TR-5034, 2009.
2. Nargiello, Maria, “Successful Use of Fumed Silica in Liquid Systems,” Paint & Coatings Industry, Oct. 2001, www.pcimag.com/articles/86041-successful-use-of-fumed-silica-in-liquid-systems, June 3, 2015.
3. Hsu, Jyh-Ping, Interfacial Forces and Fields: Theory and Applications, New York, M. Dekker, 1999, 386.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!









